Anzahl Durchsuchen:0 Autor:Site Editor veröffentlichen Zeit: 2024-10-14 Herkunft:Powered
Calciumcarbonat-Füllstoff-Masterbatch ist ein Partikel mit einem ähnlichen Volumen wie das Basisharz von Kunststoffprodukten, das durch Mischen von Calciumcarbonat mit Trägerharz und Mischen und Granulieren hergestellt wird. Es hat ein breites Anwendungsspektrum in der Kunststoffindustrie. Vor der Masterbatch-Verarbeitung wird die Oberfläche des Calciumcarbonatpulvers modifiziert, um dessen Dispergierbarkeit zu erhöhen, was die Vernetzung mit dem Harz erheblich verbessern kann. Bei der Herstellung von Calciumcarbonat-Füllstoff-Masterbatches müssen jedoch noch fünf Punkte beachtet werden:
1. Oberflächenmodifikation von Calciumcarbonat
Um die Calciumcarbonat-Partikel im Füllstoff-Masterbatch gleichmäßig im Basiskunststoff zu verteilen, müssen die Calciumcarbonat-Partikel zunächst vollständig umhüllt werden. Wenn das Calciumcarbonat bei der Herstellung des Füllstoff-Masterbatchs agglomeriert wurde, können die agglomerierten Partikel im Blasfolienextruder nicht geöffnet werden und es bilden sich zwangsläufig viele weiße Flecken auf der Folie. Selbst weiße harte Partikel können „Wolken“ bilden.
Um das Agglomerationsproblem von Calciumcarbonatpartikeln zu lösen, müssen wir zwei Aspekte beachten:
Erstens sollte bei der Oberflächenbehandlung eine übermäßige Reibung vermieden werden. Sobald durch Reibung statische Elektrizität erzeugt wird, kommt es sehr wahrscheinlich zu einer Agglomeration.
Zweitens sollte die Menge des Oberflächenbehandlungsmittels ausreichend sein. Wenn die Oberfläche der Partikel durch den Haftvermittler lipophil wird, wird ihre Oberflächenenergie stark reduziert und es ist für sie nicht einfach, miteinander zu agglomerieren.
2. Calciumcarbonat-Füllverhältnis
Je höher der Anteil an Calciumcarbonat im Füllstoff-Masterbatch ist, desto niedriger sind die Rohstoffkosten des Produkts und desto wettbewerbsfähiger ist es auf dem Markt. Da Calciumcarbonat-Partikel klein und zahlreich sind und eine große Gesamtoberfläche haben, wird mehr Trägerharz benötigt, um sie zu beschichten, was nicht nur eine niedrige Schmelzviskosität des Trägerharzes erfordert, sondern auch eine ausreichende Menge.
Um ein Füllstoff-Masterbatch in Filmqualität mit guter Leistung zu erhalten, beträgt der Gewichtsprozentsatz von Calciumcarbonat im Allgemeinen nicht mehr als 80 % und der Gewichtsprozentsatz des Trägerharzes beträgt im Allgemeinen nicht weniger als 13 %.
")
3. Physikalischer Mischzustand
Es gibt unterschiedliche Meinungen darüber, in welcher Form die Materialien im Schnellmischer gemischt werden sollen. Einige Leute haben versucht, vor dem Austragen der Materialien eine vollständige Paste zu mischen und einfach mechanisch zu mischen, um die Materialien gleichmäßig zu machen, und die Materialien auszutragen, während die Partikel des Trägerharzes in ihrer ursprünglichen Partikelform verbleiben. Es ist kein offensichtlicher Unterschied in der Wirkung des aus den beiden Extremfällen hergestellten Füllmasterbatches bei der Anwendung der Folie erkennbar.
Unserer Erfahrung nach ist es am besten, das Material sofort zu entleeren, wenn das Trägerharz zu schmelzen beginnt und in vollem Kontakt mit dem oberflächenbehandelten schweren Kalzium ist, so dass sich Klumpen bilden, aber keine Paste entsteht. Wenn es eine Paste bildet, ist das Austragen des Materials sehr schwierig, was Zeit verschwendet und die Produktionseffizienz verringert. Befindet sich das Material noch im Zustand von Partikeln und Pulver, können die Komponenten nicht nur nicht einheitlich sein, sondern bei der Zufuhr des Materials in den Doppelschneckenextruder kommt es auch zu einer erneuten Trennung der Partikel und des Pulvers, was zu schwereren Produkten führt Kalzium und einige mit mehr Harz, was beim Aufblasen des Films zu ungleichmäßigen Materialien führt und sehr leicht zu „Wolken“ oder weißen Flecken führt.
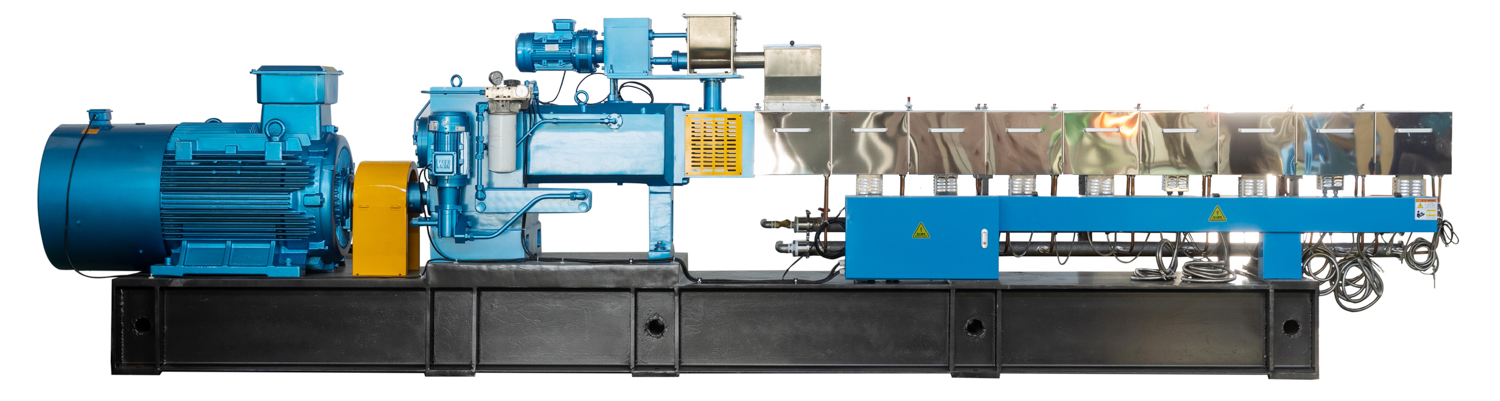
4. Auswahl des Extruders
Sehr wichtig ist auch der Extruder, der zum Mischen, Kneten und Granulieren des Materials verwendet wird. Der gleichläufige parallele Doppelschneckenextruder ist dem Einschneckenextruder mit Mischabschnitt weit überlegen, und der reziproke Einschneckenextruder ist dem gleichsinnigen parallelen Doppelschneckenextruder bei der Herstellung von Füllungen in Folienqualität überlegen Masterbatch mit ultrafeinem schwerem Calcium als Hauptrohstoff.
Die Vorteile von Compoundier- und Granulieranlagen können die Mängel bei der Oberflächenbehandlung von Calciumcarbonat in Hochgeschwindigkeitsmischern und beim anfänglichen Mischen mit Trägerharzen ausgleichen. Daher sind auch die Auswahl der künstlichen Extrusions-Compoundier- und Granulierausrüstung sowie die Auswahl und Anordnung der Gewindehülsen von entscheidender Bedeutung.
5. Kühlmethode
Im Granulationsteil sollte der Betriebsmodus der Strangwasserkühlung aufgrund des Problems der manuellen Bedienebene und -verantwortung so weit wie möglich vermieden werden. Sobald das Material wasserhaltig ist, birgt es große versteckte Gefahren für die Blasfolie.
Wenn Polyethylenharz als Trägerharz verwendet wird, empfiehlt es sich, das Heißschneideverfahren mit luftgekühlter Matrizenoberfläche zu verwenden. Die Form und Größe der Partikel ist sehr speziell. Im Allgemeinen ist ein rundes Stück mit einem Durchmesser von 3 bis 5 mm und einer Dicke von etwa 1 mm geeignet. Dies dient hauptsächlich dazu, das Mischen mit den Partikeln des Matrixharzes beim Folienblasen zu erleichtern und ein schnelles Schmelzen in kurzer Zeit zu ermöglichen, um das Mischen mit dem Matrixharzmaterial zu erleichtern.
Wenn der Extruder einen großen Durchmesser hat (z. B. einen Durchmesser über 72 mm) und die Leistung mehr als 300 kg/h beträgt, ist es schwierig, einen heißen Düsenkopf mit luftgekühlter Düsenoberfläche herzustellen, und die Temperatur der Partikel ist schwer zu kontrollieren lassen sich nicht auskühlen und verkleben leicht. Zu diesem Zeitpunkt ist es sinnvoll, das Förderbandkühlverfahren zu verwenden. Dieses Verfahren eignet sich für die Herstellung verschiedener Füllmasterbatches oder modifizierter Spezialmaterialien, erfordert jedoch eine längere Kühlstrecke und einen größeren Standort.
NANJING HAISI ist ein professioneller Hersteller von Füllstoff-Masterbatch-Extrudern. Wir liefern Doppelschneckenextruder, Einschneckenextruder, Kunststoffrecyclingextruder, Zweistufenextruder, Extruder im Labormaßstab, Misch- und Zuführmaschinen, Kühl- und Pelletiermaschinen, Zerkleinerungsmaschinen usw.









