Anzahl Durchsuchen:2 Autor:Site Editor veröffentlichen Zeit: 2026-01-15 Herkunft:Powered
Hohle Pellets sind ein häufiger Fehler bei Kunststoffgranulierungsprozessen. Wenn sie nicht rechtzeitig behoben werden, können sie sich negativ auf das Aussehen des Produkts, die Schüttdichte und die Leistung der Weiterverarbeitung auswirken. Dieser Artikel erläutert die Hauptursachen für hohle Kunststoffpellets und bietet praktische, produktionserprobte Lösungen zur Verbesserung der Pelletqualität und Prozessstabilität.
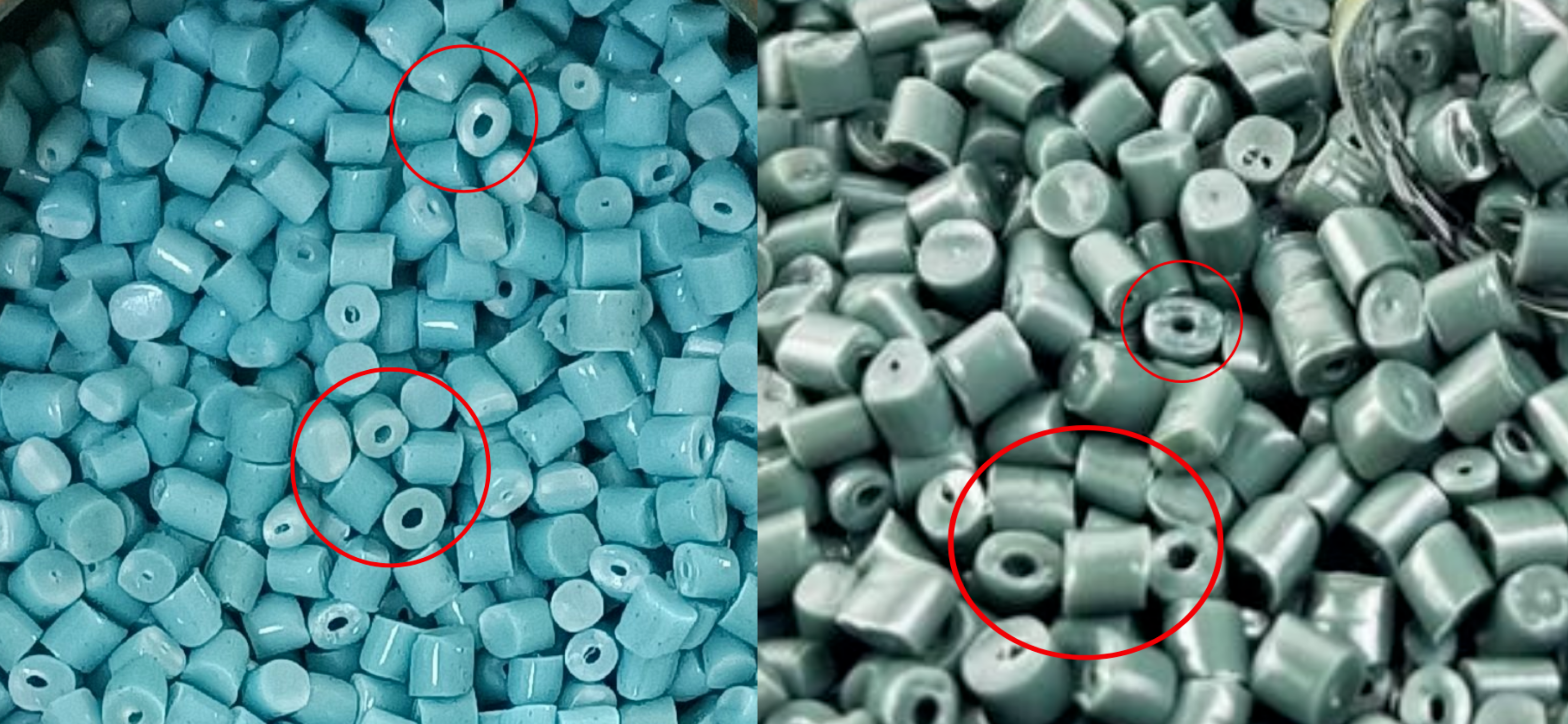
Warum entstehen Hohlpellets?
Das Verständnis der Grundursachen ist der erste Schritt zu einer wirksamen Prävention. Zu den häufigsten Gründen gehören:
1. Übermäßige Feuchtigkeit in den Rohstoffen
Im Kunststoffharz eingeschlossene Feuchtigkeit verdampft beim Erhitzen und bildet Gasblasen im Inneren der Pellets.
2. Falsche Plastifizierungstemperatur
Zu hohe oder zu niedrige Temperaturen können zu unvollständigem Schmelzen oder thermischem Abbau führen, was zu inneren Hohlräumen führt.
3. Schlechte Entgasungsleistung
Beim Schmelzen oder Abbau entstehende Gase können nicht effizient aus der Schmelze entweichen.
4. Zu schnelle Abkühlung
Wenn die Pelletoberfläche zu schnell erstarrt, kommt es zu einer inneren Schrumpfung, wodurch Hohlstrukturen entstehen.
Drei praktische Möglichkeiten zur Beseitigung hohler Pellets
1. Kontrollieren Sie die Vorbehandlung des Rohmaterials streng
Das Trocknen ist entscheidend.
Obwohl gängige Kunststoffe wie PP und PE eine relativ geringe Feuchtigkeitsaufnahme aufweisen, ist eine Trocknung dennoch erforderlich, wenn Materialien in feuchten Umgebungen gelagert werden oder recycelte Inhalte verwendet werden.
ABS, PS und ähnliche Materialien sollten mit einem Heißluftfön vorgetrocknet werden
Empfohlene Trocknungstemperatur: 70–85 °C (je nach Materialtyp anpassen)
Trocknungszeit: 2–4 Stunden
Nach dem Trocknen sollten die Materialien versiegelt werden, um eine erneute Aufnahme von Feuchtigkeit zu verhindern
2. Optimierung der Verarbeitungsparameter
(1) Präzise Temperaturregelung
Typische Verarbeitungstemperaturbereiche:
PP: 180–200 °C
ABS: 180–210°C
LDPE: 180–200 °C
HDPE: 220–240 °C
PS: 180–220°C
Die richtige Temperaturkontrolle gewährleistet einen stabilen Schmelzfluss und eine ausreichende Plastifizierung.
(2) Einstellung der Schneckengeschwindigkeit und des Drucks
Erhöhen Sie die Schneckengeschwindigkeit leicht, um die Schererwärmung und die Schmelzeffizienz zu verbessern
Passen Sie den Düsenkopfdruck an, um eine ordnungsgemäße Verdichtung der Schmelze sicherzustellen
Bei PE-Materialien kann eine Erhöhung des Gegendrucks die Plastifizierungsqualität deutlich verbessern
(3) Sorgen Sie für eine effektive Vakuumentgasung
Überprüfen Sie regelmäßig das Vakuumentlüftungssystem
Stellen Sie sicher, dass die Lüftungsschlitze sauber und frei sind
Bei recycelten Materialien ist eine ausreichende Entgasung besonders wichtig, um eingeschlossene flüchtige Stoffe zu entfernen
3. Gerätewartung und Prozessoptimierung
Schneckeninspektion: Ersetzen Sie stark verschlissene Schnecken, um eine stabile Förderung und Mischung aufrechtzuerhalten
Optimierung des Düsenkopfes: Eine Erhöhung des Düsendrucks kann die Pelletdichte verbessern, insbesondere bei Materialien mit hoher Dichte wie HDPE
Einstellung des Kühlsystems:
Vermeiden Sie übermäßiges oder plötzliches Abkühlen
Empfohlene Kühlwassertemperatur für PP: 30–50°C
PE-Pellets können mit Wasser gekühlt werden, die Wassertemperatur muss jedoch sorgfältig kontrolliert werden
Praxistipps aus der Produktionserfahrung
Beginnen Sie mit kleinen Probeläufen, wenn Sie die Parameter anpassen, bevor Sie mit der Serienproduktion beginnen
Passen Sie die Einstellungen basierend auf den Materialeigenschaften an:
PP: hohe Schrumpfung, erfordert optimierte Kühlung
ABS: Auf flüchtige Anteile und Entgasung achten
PE: Verarbeitungsparameter sollten dem Dichtegrad entsprechen
PS: Vermeiden Sie übermäßige Scherung aufgrund der Sprödigkeit
Abschluss
Hohle Pellets werden selten durch einen einzelnen Faktor verursacht. In den meisten Fällen sind sie auf eine Kombination aus Feuchtigkeit, Temperatur, Entgasung und Kühlbedingungen zurückzuführen. Durch die Verbesserung der Rohmaterialvorbereitung, die Feinabstimmung der Extrusionsparameter und die ordnungsgemäße Wartung der Ausrüstung können die meisten Probleme mit Hohlpellets effektiv gelöst werden.
Da jede Produktionslinie und Materialrezeptur unterschiedlich ist, sollte die Prozessoptimierung immer auf realen Betriebsbedingungen und systematischen Tests basieren.

Nanjing Haisi ist professioneller Hersteller von Plastik -Extruder -Maschine, wir liefern einen Twin -Schrauben -Extruder, einen Einzelschrauben -Extruder, einen Plastikrecycling -Extruder, zweistufige Extruder, Extruder, Misch- und Fütterungsmaschinen, Kühl- und Pelletisierungsmaschine, Quetschmaschine und so weiter.