Anzahl Durchsuchen:0 Autor:Site Editor veröffentlichen Zeit: 2025-11-20 Herkunft:Powered
Masterbatch spielt eine entscheidende Rolle bei der Einfärbung und Modifizierung von Kunststoffen. Allerdings können verschiedene Verarbeitungsprobleme wie ein hoher Rußanteil, Oberflächenfehler, schlechte Dispersion, Schwierigkeiten bei der Dichteprüfung und Filmverfärbungen die Produktionsqualität erheblich beeinträchtigen. In diesem Artikel werden Fragen und Antworten aus der Praxis zur Masterbatch-Verarbeitung zusammengestellt, um Herstellern dabei zu helfen, häufige Probleme effizient zu beheben.

1. Wie stellt man PP-Masterbatch mit über 40 % Rußgehalt ohne Strangbruch her?
Problem:
PP-Masterbatch mit hohem Kohlenstoffgehalt (40 %+) führt häufig zu Strangbrüchen und starken Verunreinigungen während der Produktion.
Technische Lösungen
Ruß ist schwer zu dispergieren. Bei einem herkömmlichen Doppelschneckenextruder ist ein Gehalt über 30 % eine Herausforderung.
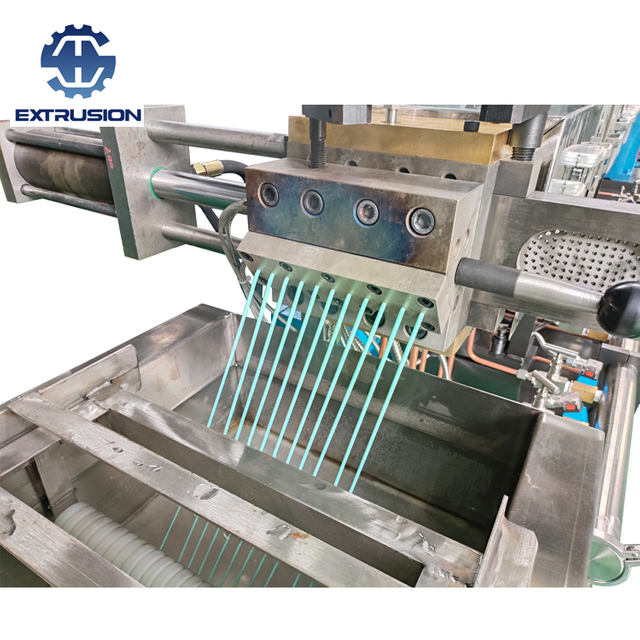
Lösung: Verwenden Sie einen zweistufigen Pelletierungsprozess, bei dem Ruß in separaten Chargen hinzugefügt wird.
Die Trockenverarbeitung ist staubig und unsauber.
Lösung: Wenn möglich, einen Innenmischer (Kneter) verwenden. Bei deutlich saubererem Betrieb kann die Rußbeladung bis zu 50 % erreichen.
Erwägen Sie den Wechsel zur Heißschnitt-Granulierung, die Probleme mit Strangbrüchen vermeidet.
Formulierungsverbesserungen
Verwenden Sie Trägerharze mit hohen Schmelzfließeigenschaften.
Kombinieren Sie hochmolekulare Dispergiermittel mit Standard-Dispergiermitteln.
Erwägen Sie die Herstellung von Rußpaste (schwarzer Masterbatch-Aufschlämmung), um die Staubentwicklung deutlich zu reduzieren.
2. Warum entstehen auf der coextrudierten ASA-Oberfläche nach dem Polieren kleine Nadellöcher?
Mögliche Ursachen
Schlechte Materialmischung oder -verteilung
Inkompatibilitätsprobleme
Feuchtigkeit im Material
Lösungen
Trocknen Sie ASA und Farbmasterbatch gründlich
Koextrusionstemperatur anpassen
Vermeiden Sie es, zu dünne Schichten zu extrudieren
Sorgen Sie für ordnungsgemäße Extrusionsverfahren
Verhindern Sie eine Kontamination durch Kalziumkarbonat
3. Warum ist der Einsatz von Antioxidantien im Masterbatch so gering? Können wir wetterbeständige Sorten herstellen?
Masterbatch verwendet typischerweise nur geringe Mengen an Antioxidantien und Schmiermitteln. Ohne ausreichenden antioxidativen Schutz kann hohe Scherung Folgendes verursachen:
Vergilbung
Polymerabbau
Schlechte Strangbildung
Wenn Antioxidantien notwendig sind
Außenanwendungen → UV-Stabilisator und Antioxidans hinzufügen
Endverbraucher, die Anti-Aging-Eigenschaften benötigen
Technische Kunststoffe wie PA, ABS → Antioxidantien sind unerlässlich
Masterbatch in Faserqualität → erfordert immer Antioxidantien
Der Hauptgrund für die Minimierung von Antioxidantien sind die Kosten, die tatsächliche Dosierung wird jedoch durch Leistungsanforderungen bestimmt.
4. Wie kann man die Dichte von Masterbatch genau messen?
Empfohlene Methoden zur Dichteprüfung
1. Dichteflaschenmethode
Sehr genau, aber empfindlich gegenüber Luftblasen und Temperatur.
2. Dichtegradientenspalte
Präzise und einfach zu bedienen.
3.Elektronisches Dichtemessgerät (Archimedes-Prinzip)
Schnell, für Pellets geeignet, Genauigkeit bis zu 4 Nachkommastellen.
5. Wie wählt man Trägerharze für die Masterbatch-Produktion aus?
Trägerharzoptionen
Universelle Träger: PE, EVA, PP, PVC
Spezifizierte Transportunternehmen:
ABS-Masterbatch → ABS-Träger
SAN-Masterbatch → aus Kostengründen normalerweise kein SAN
Fasermasterbatch → nur speziell ausgewiesene Träger
Trägerfreies Masterbatch → auf Wachsbasis
Nachteile von Universal Masterbatch
Schlechte Farbvorhersagbarkeit
Negative Auswirkung auf die mechanischen Eigenschaften
Höhere Kosten aufgrund hoch hitzebeständiger Pigmente
Best Practice:
Verwenden Sie bei hohen Leistungsanforderungen das gleiche Harz wie das Endprodukt.
6. Additive, die die Kompatibilität zwischen Masterbatch und Harz verbessern
Gängige verträglich machende Additive
Kopplungsmittel:
Binden Sie Pigmente chemisch an die Polymerkette.
Kompatibilisatoren:
Ein Segment ist mit Pigmenten kompatibel, das andere mit Harz – ähnlich dem Tensidverhalten.
Additive auf Silikonbasis (z. B. Tegonler):
Bietet sowohl eine Verbesserung der Verträglichkeit als auch eine Schmierung.
Tipp:
In manchen Fällen können Verträglichkeitsvermittler selbst als Trägerharze verwendet werden.
7. Die ABS-Extrusionsplatte weist nicht verteilte Farbflecken auf. Wie kann man es lösen?
Ursachen und Lösungen
1. Schlechte Pigmentverteilung
Verwenden Sie einen Doppelschneckenextruder mit höherer Scherung
Für eine bessere Dispergierung Silikonzusätze hinzufügen
Wählen Sie leicht dispergierbare Pigmente
2. Trägerharz mit geringem Durchfluss
Durch Trägerharz mit höherem MFR ersetzen
Gemischträger verwenden: 50 % ABS + 50 % SAN mit Schmierstoffen (EBS)
3. Probleme mit Titandioxid
Verwenden Sie TiO₂ vom Rutil-Typ (besserer Fluss)
Sorgen Sie für Sauberkeit der Ausrüstung
Fügen Sie an der Matrize ein feineres Filtersieb hinzu
4. Feuchtigkeit
Sorgen Sie für eine ordnungsgemäße Trocknung der Rohstoffe
8. Warum werden weiße Filme nach der Lagerung gelb oder sogar rot?
Diagnosemethode
Blasen Sie zwei Arten von Filmen:
Transparent (kein Masterbatch)
Milchig weiß (mit Masterbatch)
Wenn nur der milchig-weiße Film vergilbt → Problem mit TiO₂
Wenn beides gelb ist → LDPE-Harz oder Antioxidansproblem
Ursachen für Vergilbung
Titandioxid vom Anatas-Typ → neigt zur Vergilbung
Instabile phenolische Antioxidantien (oxidieren zu Chinonen)
Feuchtigkeit
Verunreinigung durch Zusatzstoffe
Unreines TiO₂
Unsachgemäßes Trocknen
Schlechte Verarbeitungsbedingungen
Lösungen
Verwenden Sie importiertes TiO₂ vom Rutiltyp, z. B. KONUSS 2220
Fügen Sie zusätzliche Antioxidantien hinzu (z. B. AO-168).
Stellen Sie sicher, dass CaCO₃ die Oxidation nicht katalysiert
Kontrollieren Sie die Verarbeitungstemperatur und -umgebung
Fügen Sie bei Bedarf Metalldesaktivatoren hinzu
Ursachen für rote Verfärbungen
Chinonbildung aus phenolischen Antioxidantien
Feuchtigkeit im Harz oder Masterbatch
PE-Harz mit instabilen Antioxidantienpaketen
Lösung: Fügen Sie Stearate hinzu, um die Rotverschiebung zu minimieren
Abschluss
Die Masterbatch-Verarbeitung bringt eine Vielzahl von Formulierungs- und Verarbeitungsherausforderungen mit sich – von der Dispersionsqualität und Strangstabilität bis hin zu Polymerkompatibilität und Farbstabilität. Durch die Anwendung der richtigen Geräteauswahl, optimierter Formulierungen und wissenschaftlicher Testmethoden können Hersteller die Produktleistung, Konsistenz und Produktionseffizienz erheblich verbessern.
Nanjing Haisi ist professioneller Hersteller von Plastik -Extruder -Maschine, wir liefern einen Twin -Schrauben -Extruder, einen Einzelschrauben -Extruder, einen Plastikrecycling -Extruder, zweistufige Extruder, Extruder, Misch- und Fütterungsmaschinen, Kühl- und Pelletisierungsmaschine, Quetschmaschine und so weiter.