Anzahl Durchsuchen:0 Autor:Site Editor veröffentlichen Zeit: 2026-03-02 Herkunft:Powered
Bei der Herstellung von Kunststoffgranulaten wirken sich Temperaturkontrolle und Pelletqualität direkt auf die Leistung des Endprodukts, die Produktionseffizienz und die Materialkosten aus. Falsche Temperatureinstellungen können leicht zu Defekten wie Pellet-Anhaftungen oder hohlen Pellets führen. Um stabile und qualitativ hochwertige Granulierungsergebnisse zu erzielen, ist es wichtig zu verstehen, wie man die Pelletiertemperatur richtig einstellt und häufige Pelletierungsprobleme behebt.

1. So stellen Sie die Pelletizer-Temperatur ein
Prinzipien der Temperaturregelung
Die Pelletiertemperatur muss entsprechend dem Schmelzpunkt, den Schmelzfließeigenschaften und der thermischen Stabilität des Materials eingestellt werden. Bei den meisten Prozessen zum Compoundieren und Pelletieren von Kunststoffen folgt das Temperaturprofil typischerweise einem „niedrig-zu-hoch“- oder stufenweisen Erwärmungsprinzip, das ein vorzeitiges Schmelzen in der Einzugszone und eine thermische Zersetzung am Austragsende verhindert.
Grundlegende Schritte zur Temperaturanpassung
1. Siehe Materialverarbeitungsdaten
Verschiedene Polymere haben unterschiedliche Verarbeitungstemperaturbereiche. Bediener sollten immer das technische Datenblatt oder die Verarbeitungsrichtlinie des Materiallieferanten konsultieren, bevor sie Maschinenparameter einstellen.
Zu den typischen Referenzverarbeitungstemperaturen gehören:
PP (Polypropylen): 180 – 230°C
PE (Polyethylen): 160 – 220°C
ABS (Acrylnitril-Butadien-Styrol): 190 – 240 °C
PVC (Polyvinylchlorid): 160 – 190 °C (erfordert strenge Kontrolle der thermischen Stabilität)
2. Heizzonen einstellen
Die meisten Granulierextruder sind in 3 bis 5 Heizzonen unterteilt. Die Temperatur sollte vom Zuführbereich bis zum Düsenkopf allmählich ansteigen, wobei der Temperaturunterschied zwischen benachbarten Zonen im Allgemeinen auf 5–20 °C begrenzt sein sollte.
3. Vorheizen und stabilisieren
Nach dem Einstellen der Zieltemperaturen sollte der Extruder vorgeheizt und 15 – 30 Minuten lang auf der eingestellten Temperatur gehalten werden, um thermische Stabilität und gleichmäßige Wärmeverteilung zu gewährleisten.
4. Beobachten und Feinabstimmung
Überwachen Sie während des Betriebs Schlüsselindikatoren wie:
Schmelzdruck
Hauptmotorstrom
Zustand der Schmelzplastifizierung
Extrusionsstabilität
Bediener können die Temperatureinstellungen innerhalb von ±5 °C feinabstimmen, um eine optimale Schmelzhomogenität zu erreichen.
5. Notieren Sie die Standardverarbeitungsparameter
Sobald eine stabile Produktion erreicht ist, notieren Sie alle Parameter, einschließlich:
Temperaturprofil
Schneckengeschwindigkeit
Motorlast
Durchsatz
Diese Daten dienen als Standard-Produktionsreferenzen für zukünftige Vorgänge.
Wichtige Hinweise zur Temperaturkontrolle
Zu hohe Temperaturen können Folgendes verursachen:
Materialverschlechterung
Vergilbung oder Verfärbung
Gasblasen
Verbrannte Partikel
Zu niedrige Temperaturen können Folgendes verursachen:
Schlechte Plastifizierung
Hohe Motorbelastung
Raue oder unregelmäßige Pellets
Anpassung recycelter Materialien:
Recycelte oder wiedergemahlene Materialien erfordern typischerweise Temperaturen, die 5–10 °C niedriger sind als Neumaterialien.
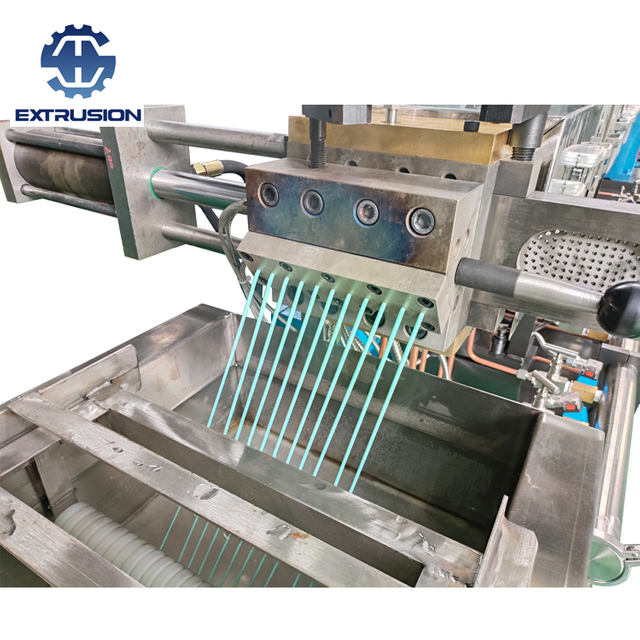
2. Lösungen für Probleme mit dem Anhaften von Pellets und hohlen Pellets
A. Anhaften von Pellets (Pelletsagglomeration)
Hauptursachen
1. Die Schnittgeschwindigkeit ist zu niedrig oder die Klingen sind abgenutzt
2. Die Schmelztemperatur ist zu hoch, was zu einer niedrigen Schmelzviskosität führt
3. Die Kühlwassertemperatur ist zu hoch oder der Kühlfluss ist unzureichend
4. Das Luftfördersystem sorgt für einen unzureichenden Luftstrom und verhindert so eine ordnungsgemäße Kühlung der Pellets
Lösungen
Passen Sie das Schneidsystem an
Erhöhen Sie die Fräsgeschwindigkeit entsprechend
Überprüfen Sie die Schärfe der Klinge
Ersetzen Sie abgenutzte Messer oder schleifen Sie sie nach
Schmelztemperatur reduzieren
Senken Sie die Temperatur des Düsenkopfs oder der Schmelze um 5 – 10 °C
Erhöhen Sie die Schmelzviskosität, um die Pellettrennung zu verbessern
Verbessern Sie die Kühleffizienz
Kühlwassertemperatur reduzieren (empfohlen 15 – 25°C)
Kühlwasserdurchflussmenge erhöhen
Stellen Sie sicher, dass die Pellets vor dem Sammeln vollständig abgekühlt sind
Optimieren Sie das Luftfördersystem
Verstopfte Luftleitungen prüfen und reinigen
Passen Sie das Luftstromvolumen an, um einen reibungslosen Transport und eine reibungslose Kühlung der Pellets zu gewährleisten
Schnittabstand anpassen
Den Abstand zwischen Fräser und Matrizenoberfläche leicht vergrößern
Warten Sie vor dem Pelletschneiden eine zusätzliche Abkühlzeit
Hohlpellets (Pellets mit inneren Blasen)
Hauptursachen
1. Der Feuchtigkeitsgehalt des Rohmaterials ist zu hoch, insbesondere bei recycelten oder hygroskopischen Materialien
2. Unzureichende Vakuumentgasung oder verstopfte Entlüftungsöffnung
3. Eine zu hohe Schmelzetemperatur führt zu Materialzersetzung und Gasbildung
4. Falsches Schneckenkompressionsverhältnis oder unzureichende Entgasungseffizienz
Lösungen
Richtige Materialtrocknung
Hygroskopische Polymere müssen vor der Extrusion gründlich getrocknet werden:
PET, PA, ABS und ähnliche Materialien
Empfohlene Trocknungsbedingungen: 80 – 120 °C für 2 – 4 Stunden
Überprüfen Sie das Vakuumentgasungssystem
Verstopfung der Entlüftungsöffnung beseitigen
Überprüfen Sie die Leistung der Vakuumpumpe
Stellen Sie sicher, dass das Vakuumniveau über -0,08 MPa liegt
Niedrigere Schmelztemperatur
Schmelzetemperatur entsprechend reduzieren
Verhindern Sie die thermische Zersetzung des Polymers und die Gasbildung
Verarbeitungsparameter optimieren
Schneckendrehzahl moderat erhöhen
Reduzieren Sie die Zufuhrrate, um die Entgasungsleistung zu verbessern
Überprüfen Sie das Schraubendesign
Wenn hohle Pellets häufig vorkommen, muss möglicherweise die Schneckenkonfiguration oder das Kompressionsverhältnis optimiert werden, um die Schmelzkompression und die Gasentfernungseffizienz zu verbessern.
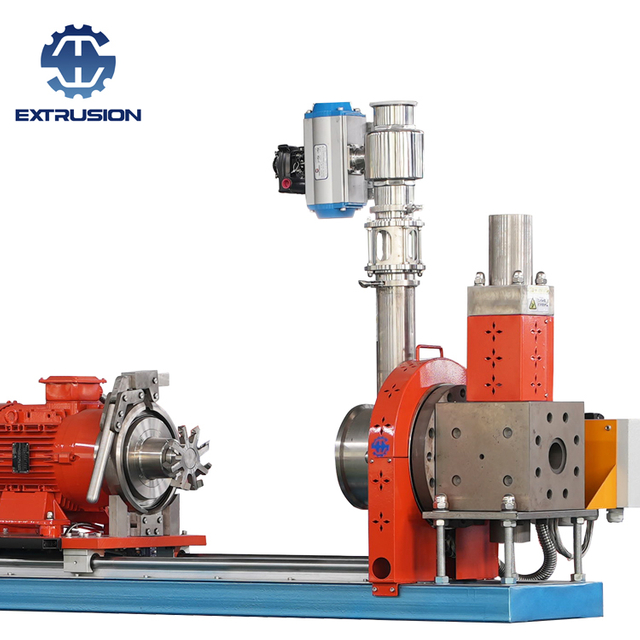
3. Bedeutung einer ordnungsgemäßen Steuerung des Pelletierungsprozesses
Eine stabile Temperaturkontrolle, effiziente Kühlung und ordnungsgemäße Entgasung sind entscheidend für die Herstellung hochwertiger Kunststoffpellets. Fortschrittliche Granuliersysteme, insbesondere Doppelschneckenextruder, bieten eine bessere Misch-, Entgasungs- und Temperaturkontrollleistung und eignen sich daher ideal für Compoundierung, Recycling und Masterbatch-Produktion.
Durch die Optimierung der Verarbeitungsparameter und die ordnungsgemäße Wartung der Pelletierungsausrüstung können Hersteller:
Verbessern Sie die Konsistenz der Pelletqualität
Reduzieren Sie Produktionsabfälle
Niedrigere Rohstoffkosten
Verbessern Sie die Gesamteffizienz der Produktion
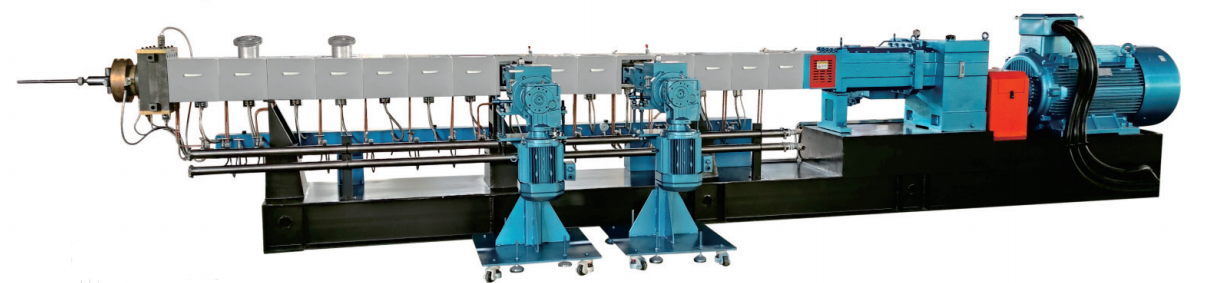
Nanjing Haisi ist professioneller Hersteller von Plastik -Extruder -Maschine, wir liefern einen Twin -Schrauben -Extruder, einen Einzelschrauben -Extruder, einen Plastikrecycling -Extruder, zweistufige Extruder, Extruder, Misch- und Fütterungsmaschinen, Kühl- und Pelletisierungsmaschine, Quetschmaschine und so weiter.