Anzahl Durchsuchen:2 Autor:Site Editor veröffentlichen Zeit: 2025-11-17 Herkunft:Powered
Die Qualität der Pelletierung wirkt sich direkt auf das Aussehen, die Verarbeitbarkeit und die Leistung des Endprodukts aus. Lange Stränge, verschmolzene Pellets (verbundene Körnchen), schwarze Flecken und plötzliche Farbveränderungen sind häufige Mängel, die Material verschwenden und das Vertrauen der Kunden schädigen. In diesem praktischen Leitfaden werden die Ursachen und bewährten Lösungen erläutert, damit Ihre Pelletierlinie reibungsloser läuft und qualitativ hochwertigere Granulate liefert.
Lange Stränge (übergroße Pellets)
Was es ist: Extrudierte Stränge, die viel länger als die Standardpelletslänge sind, oder unförmige Zylinder.
Häufige Ursachen: instabiler Strangzug beim Start, falsch ausgerichteter Strangweg in den Pelletierer, verschlissene oder eingekerbte Schneidmesser.
Lösungen:
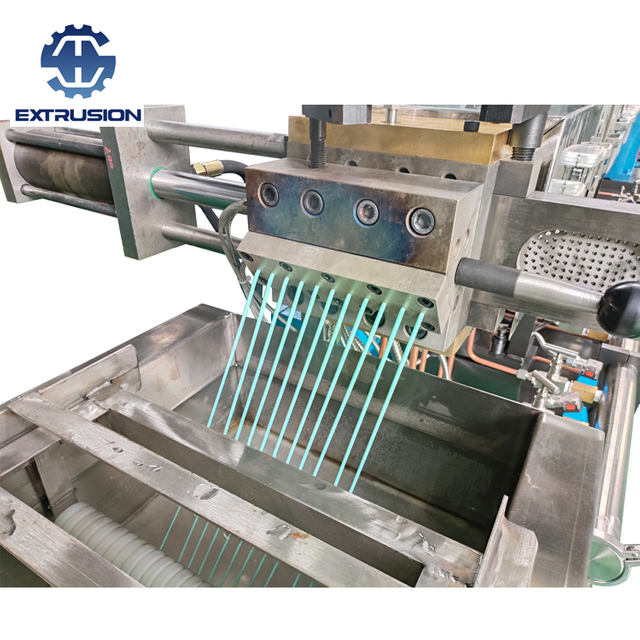
Richten Sie den Strangvorschub und die Kühllänge aus – stellen Sie sicher, dass der Strang in einer geraden Linie in den Schneider eintritt. Passen Sie die Länge des Wasserbads oder der Luftkühlung an, damit der Strang vor dem Schneiden richtig fixiert ist.
Beheben Sie instabile Starts schnell – stoppen Sie und passen Sie die Parameter neu an, wenn während des Aufwärmens wiederholt Strangbrüche auftreten.
Warten Sie die Messer regelmäßig – überprüfen Sie die rotierenden Messer (bewegliche Messer) und ersetzen Sie sie, um Kerben zu vermeiden, die zu langen Schneiden führen.
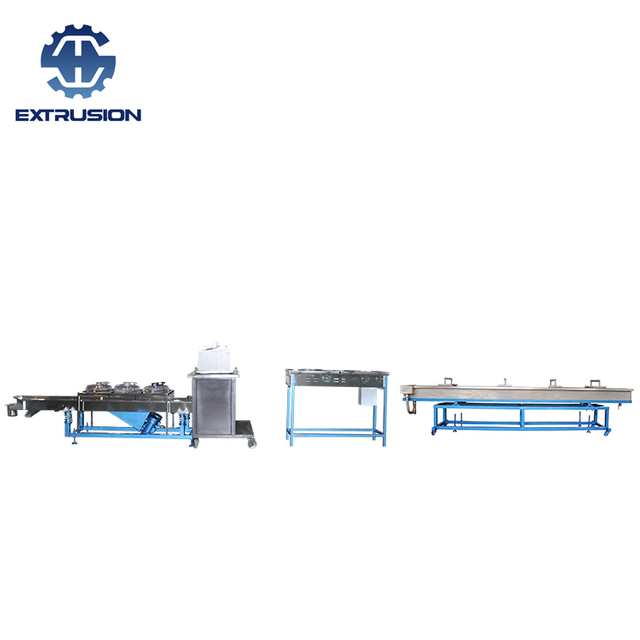
Mechanische Siebung – Installieren Sie nach dem Pelletieren ein Vibrationssieb, um übergroße Stränge vor dem Verpacken zu entfernen.
Geschmolzene Pellets/verbundenes Granulat
Was es ist: Zwei oder mehr Pellets kleben aneinander und bilden „Ketten“ oder Klumpen, die sich auf die nachgelagerte Zufuhr und Formung auswirken.
Häufige Ursachen: unvollständige Kühlung, unzureichende Schnitttrennung, inkonsistente Abziehergeschwindigkeit, weiche/geringharte Formulierungen.
Lösungen:
Verwenden Sie geeignete Führungsrollen, um die Strangrichtung zu steuern und ein Verdrehen zu vermeiden, das zum Festkleben führt.
Erhöhen Sie die Abkühl-/Kühlzeit – verlängern Sie das Wasserbad oder verbessern Sie den Luftstrom, damit die Stränge vor dem Schneiden vollständig erstarren.
Passen Sie die Geschwindigkeit des Messers und des Abziehers an – stellen Sie sicher, dass die Geschwindigkeiten synchronisiert sind, um zu verhindern, dass die Pellets zusammengepresst werden.
Erweiterte Schnellkühlung für weiche Materialien – Tieftemperatur- oder Flüssigstickstoff-Kühlförderer können Stränge innerhalb von Sekunden verfestigen, um ein Anhaften zu verhindern.
Nachsiebung – Vibrationssiebe entfernen geschmolzene Pellets vor dem Verpacken.
Schwarze Flecken (Kontamination / Karbonisierung)
Was es ist: Dunkle Flecken entweder auf der Pelletoberfläche oder im Inneren – ein kosmetischer Defekt, der oft auf Kontamination oder thermischen Abbau hinweist.
Häufige Ursachen: unvollständige Schnecken-/Zylinderreinigung bei Umstellungen, verunreinigte Rohstoffe (Füllstoffe/Zusätze), lokale Schneckenkarbonisierung durch Überhitzung, staubige Umgebung.
Lösungen:
Gründliche Maschinenreinigung beim Umrüsten – Reinigen Sie Schnecken, Siebwechsler, Düsenplatten und die „drei kritischen Zonen“ (Schnecke, Sieb, Kopf). Erstellen Sie eine Checkliste und unterzeichnen Sie sie.
Qualitätskontrolle des eingehenden Materials – prüfen Sie Pigmente, mineralische Füllstoffe und recycelte Rohstoffe vor der Verwendung auf Verunreinigungen. Verstaubte/kontaminierte Chargen ablehnen.
Kontrollieren Sie Prozesstemperatur und Verweilzeit – stimmen Sie die Zylinderzonen ab, um lokale Überhitzung und Karbonisierung des Polymers zu vermeiden.
Sorgen Sie für eine saubere Produktionsumgebung – verhindern Sie das Eindringen von Staub; separate Maschinen mit unterschiedlichen Farben; Kontrollieren Sie statische Aufladung, die Staub anzieht.
Warten Sie häufig Hilfsgeräte – saubere Wasserbäder, Pelletierer, Siebe und Förderbänder.
Farbverschiebung/Verfärbung
Was es ist: Plötzliche Farbabweichung während eines Laufs, wodurch Chargen entstehen, die nicht den Spezifikationen entsprechen.
Häufige Ursachen: schlechtes Vormischen, Restmaterial aus früheren Farbläufen, Pigmentabbau durch hohe Hitze, übermäßige lokale Schererwärmung.
Lösungen:
Befolgen Sie strenge Mischverfahren – stellen Sie sicher, dass Masterbatches und Pigmente gleichmäßig vorgemischt sind.
Bestätigen Sie die Sauberkeit nach der Spülung – stellen Sie sicher, dass die Ausrüstung zwischen den Farben vollständig gespült ist; Verwenden Sie bei Bedarf geeignete Reinigungsprodukte.
Niedrigere lokale Schmelzetemperatur – Passen Sie die Zonentemperaturen an und reduzieren Sie übermäßige Scherung durch Optimierung der Schneckenkonfiguration.
Optimieren Sie Schneckenelemente für eine sanftere Dispersionsmischung, wenn Pigmente wärmeempfindlich sind.
Systematischer Ansatz zur Prävention
Die Pelletqualität erfordert eine systemische Denkweise: Rohstoffkontrolle, korrekte Geräteeinrichtung, disziplinierte Wartung, Bedienerschulung und eine saubere Anlagenumgebung. Typische gute Praktiken:
Standardisierung der Start- und Umstellungs-SOPs (einschließlich Spülung und Reinigung).
Führen Sie eine Wareneingangskontrolle und Probenahme durch.
Planen Sie vorbeugende Wartungsarbeiten für Schrauben, Messer und Siebe.
Führen Sie am Endprodukt eine Siebung und optische Inspektion durch.
Schulen Sie Bediener hinsichtlich Früherkennung und Korrekturmaßnahmen.
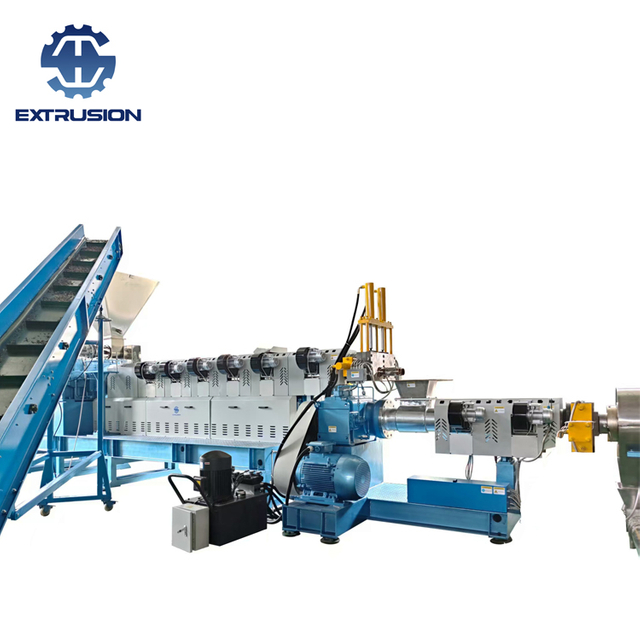
Nanjing Haisi ist professioneller Hersteller von Plastik -Extruder -Maschine, wir liefern einen Twin -Schrauben -Extruder, einen Einzelschrauben -Extruder, einen Plastikrecycling -Extruder, zweistufige Extruder, Extruder, Misch- und Fütterungsmaschinen, Kühl- und Pelletisierungsmaschine, Quetschmaschine und so weiter.