Anzahl Durchsuchen:1 Autor:Site Editor veröffentlichen Zeit: 2024-11-18 Herkunft:Powered

01 Mechanisches Prinzip
Der Grundmechanismus der Extrusion ist einfach: Eine Schnecke dreht sich in einem Zylinder und drückt den Kunststoff nach vorne. Bei der Schnecke handelt es sich eigentlich um eine schiefe Ebene oder Rampe, die sich um eine Mittelschicht windet. Sein Zweck besteht darin, den Druck zu erhöhen, um größeren Widerstand zu überwinden.
Bei einem Extruder müssen drei Arten von Widerständen überwunden werden: die Reibung fester Partikel (Einspeisung) an der Zylinderwand und die gegenseitige Reibung zwischen ihnen während der ersten paar Umdrehungen der Schnecke (Einspeisungszone); die Haftung der Schmelze an der Zylinderwand; und der interne logistische Widerstand der Schmelze beim Vorschieben.
Newton erklärte, dass, wenn sich ein Objekt nicht in eine bestimmte Richtung bewegt, die auf das Objekt einwirkenden Kräfte in dieser Richtung ausgeglichen sind. Die Schraube bewegt sich nicht axial, kann sich jedoch in der Nähe des Umfangs schnell seitlich drehen. Daher sind die axialen Kräfte auf die Schnecke ausgeglichen, und wenn sie einen großen Vorwärtsschub auf die Kunststoffschmelze ausübt, übt sie auch einen gleichen Rückwärtsschub auf etwas aus. In diesem Fall wirkt der Druck auf das Lager hinter der Zufuhröffnung – das Drucklager.
Die meisten Einzelschrauben haben Rechtsgewinde, wie die Schrauben und Bolzen, die in der Holzbearbeitung und im Maschinenbau verwendet werden. Wenn man sie von hinten betrachtet, drehen sie sich gegenläufig, weil sie versuchen, sich aus dem Lauf herauszudrehen. Bei einigen Doppelschneckenextrudern drehen sich die beiden Schnecken in den beiden Zylindern in entgegengesetzte Richtungen und kreuzen sich, sodass eine rechtsdrehend und die andere linksdrehend sein muss. Bei anderen ineinandergreifenden Doppelschnecken drehen sich die beiden Schnecken in die gleiche Richtung und müssen die gleiche Ausrichtung haben. In beiden Fällen gibt es jedoch Drucklager, die die Rückwärtskraft absorbieren, und das Newtonsche Prinzip gilt weiterhin.
02 Wärmeprinzip
Extrudierbare Kunststoffe sind Thermoplaste – sie schmelzen beim Erhitzen und erstarren beim Abkühlen wieder. Woher kommt die Hitze für den geschmolzenen Kunststoff? Vorwärmung der Zufuhr und Zylinder-/Matrizenheizungen können eine Rolle spielen und sind beim Start sehr wichtig, aber die vom Motor zugeführte Energie – Reibungswärme, die im Zylinder erzeugt wird, wenn der Motor die Schnecke gegen den Widerstand der viskosen Schmelze dreht – ist die wichtigste Wärmequelle für Alle Kunststoffe, mit Ausnahme von kleinen Systemen, langsamen Schneckengeschwindigkeiten, Kunststoffen mit hoher Schmelztemperatur und Extrusionsbeschichtungsanwendungen.
Bei allen anderen Vorgängen ist es wichtig, dass die Zylinderheizungen nicht die primäre Wärmequelle im Vorgang sind und daher weniger Einfluss auf die Extrusion haben, als wir erwarten würden. Die Temperatur nach dem Fass kann immer noch wichtig sein, da sie die Maschen- oder Feststofftransportrate im Futter beeinflusst. Die Werkzeug- und Formtemperaturen sollten im Allgemeinen bei oder nahe der gewünschten Schmelztemperatur liegen, es sei denn, sie werden für einen bestimmten Zweck wie Verglasung, Flüssigkeitsverteilung oder Druckkontrolle verwendet.
03 Verzögerungsprinzip
Bei den meisten Extrudern wird die Drehzahl der Schnecke durch Einstellen der Motordrehzahl variiert. Normalerweise läuft der Motor mit einer vollen Drehzahl von etwa 1750 U/min, was jedoch für eine Extruderschnecke zu schnell ist. Wenn es so schnell läuft, entsteht zu viel Reibungswärme und die Verweilzeit des Kunststoffs ist zu kurz, um eine gleichmäßige, gut durchmischte Schmelze zu erzeugen. Typische Untersetzungsverhältnisse liegen zwischen 10:1 und 20:1. Die erste Stufe kann entweder Zahnräder oder Riemenscheiben verwenden, aber die zweite Stufe verwendet Zahnräder und die Schraube befindet sich in der Mitte des letzten großen Zahnrads.
Bei einigen langsam laufenden Maschinen (z. B. Doppelschnecken für PVC) gibt es möglicherweise drei Untersetzungsstufen und die maximale Geschwindigkeit kann nur 30 U/min oder weniger betragen (Verhältnis 60:1). Im anderen Extremfall können einige sehr lange Doppelschnecken, die zum Mischen verwendet werden, mit 600 U/min oder schneller laufen und erfordern daher ein sehr niedriges Untersetzungsverhältnis und viel Tiefenkühlung.
Manchmal ist das Untersetzungsverhältnis nicht richtig auf die Aufgabe abgestimmt – es entsteht zu viel Energie, die nicht genutzt werden kann – und es ist möglich, zwischen Motor und erster Untersetzungsstufe einen Riemenscheibensatz einzubauen, der die Höchstgeschwindigkeit verändert. Dadurch wird entweder die Schneckengeschwindigkeit über den vorherigen Grenzwert hinaus erhöht oder die maximale Geschwindigkeit verringert, damit das System mit einem größeren Prozentsatz der maximalen Geschwindigkeit laufen kann. Dadurch wird die verfügbare Energie erhöht, die Stromstärke verringert und Motorprobleme vermieden. In beiden Fällen kann die Leistung je nach Material und Kühlbedarf erhöht werden.
04 Feed fungiert als Kühlmittel
Unter Extrusion versteht man die Übertragung von Energie vom Motor – und manchmal auch der Heizung – auf den kalten Kunststoff, wodurch dieser von einem Feststoff in eine Schmelze umgewandelt wird. Die einströmende Zufuhr ist kühler als die Zylinder- und Schneckenoberflächen in der Zufuhrzone. Allerdings liegt die Zylinderoberfläche in der Einzugszone fast immer über dem Schmelzbereich des Kunststoffs. Es wird durch den Kontakt mit den Futterpartikeln abgekühlt, aber die Wärme wird durch die von der Heißfront nach hinten übertragene Wärme und durch kontrollierte Erwärmung gespeichert. Auch wenn die vordere Wärme durch viskose Reibung erhalten bleibt und keine Wärmezufuhr zum Lauf erforderlich ist, kann eine Nachheizung erforderlich sein. Die wichtigste Ausnahme ist das gerillte Einzugsrohr, das fast ausschließlich für HDPE verwendet wird.
Die Schneckenfußoberfläche wird ebenfalls durch das Futter gekühlt und durch die Kunststoffpartikel des Futters (und die Luft zwischen den Partikeln) von der Zylinderwand isoliert. Wenn die Schnecke plötzlich stoppt, stoppt der Vorschub und die Schneckenoberfläche wird in der Einzugszone heißer, da die Wärme vom heißeren vorderen Ende nach hinten wandert. Dies kann dazu führen, dass sich Partikel an der Wurzel festsetzen oder eine Brücke bilden.
05 Im Einzugsbereich bleibt es am Zylinder haften und gleitet auf die Schnecke
Um die Feststoffpartikelabgabe in der glatten Zylindereinzugszone eines Einschneckenextruders zu maximieren, sollten die Partikel am Zylinder haften und auf die Schnecke gleiten. Wenn die Partikel an der Wurzel der Schraube haften bleiben, gibt es nichts, was sie nach unten ziehen könnte; das Kanalvolumen und die Feststoffeinlassmenge werden reduziert. Ein weiterer Grund für eine schlechte Haftung an der Wurzel besteht darin, dass sich der Kunststoff hier erhitzen und Gel und ähnliche Schmutzpartikel bilden kann, oder dass er zeitweise festklebt und bei Änderungen der Ausstoßgeschwindigkeit abbricht.
Die meisten Kunststoffe gleiten von Natur aus auf den Wurzeln, da sie beim Eintritt kalt sind und die Wurzeln durch die Reibung noch nicht so stark erhitzt wurden wie die Fasswände. Einige Materialien haften eher als andere: stark weichgemachtes PVC, amorphes PET und bestimmte Polyolefin-Copolymere, deren Klebeeigenschaften für bestimmte Endanwendungen wünschenswert sind.
Für den Lauf ist es notwendig, dass der Kunststoff hier haftet, damit er von den Schneckengängen abgestreift und nach vorne geschoben werden kann. Zwischen den Pellets und dem Lauf sollte ein hoher Reibungskoeffizient bestehen, der wiederum stark von der hinteren Lauftemperatur beeinflusst wird. Wenn die Pellets nicht haften, drehen sie sich einfach auf der Stelle und bewegen sich nicht vorwärts – deshalb ist eine gleichmäßige Zuführung nicht gut.
Die Oberflächenreibung ist nicht der einzige Faktor, der den Vorschub beeinflusst. Viele Partikel berühren nie den Zylinder oder die Schneckenwurzel, daher müssen innerhalb des Partikels Reibung sowie mechanische und viskose Verbindungen vorhanden sein.
Ein Sonderfall ist der gerillte Lauf. Die Rillen befinden sich in der Einzugszone, die vom Rest des Laufs thermisch isoliert und stark wassergekühlt ist. Die Fäden drücken die Pellets in die Rillen und erzeugen auf relativ kurzer Distanz einen sehr hohen Druck. Dies erhöht die Bisszugabe bei niedrigeren Schneckengeschwindigkeiten bei gleicher Leistung, was zu weniger Reibungswärme an der Vorderseite und niedrigeren Schmelzetemperaturen führt. Dies kann eine schnellere Produktion in Blasfolienanlagen mit begrenzter Kühlung bedeuten. Rillen eignen sich besonders für HDPE, das bis auf perfluorierte Kunststoffe der gleitfähigste aller gängigen Kunststoffe ist.
06 Materialien kosten am meisten
In manchen Fällen können die Materialkosten 80 % der Produktionskosten ausmachen – mehr als alle anderen Faktoren zusammen – mit Ausnahme einiger weniger Produkte, bei denen Qualität und Verpackung besonders wichtig sind, wie etwa medizinische Schläuche. Dieses Prinzip führt natürlich zu zwei Schlussfolgerungen: Verarbeiter sollten Schrott und Abfall so weit wie möglich wiederverwenden, um Rohstoffe zu ersetzen, und die Toleranzen so eng wie möglich einhalten, um Abweichungen von der Zieldicke und Produktprobleme zu vermeiden.
07 Energiekosten sind relativ unwichtig
Trotz der Attraktivität einer Anlage und der tatsächlichen Probleme steigender Energiekosten macht die für den Betrieb eines Extruders erforderliche Energie immer noch nur einen kleinen Bruchteil der gesamten Produktionskosten aus. Dies ist immer der Fall, da die Materialkosten sehr hoch sind, der Extruder ein effizientes System ist und bei zu viel Energiezufuhr der Kunststoff schnell zu heiß wird, um ihn richtig verarbeiten zu können.
08 Der Druck am Ende der Schraube ist wichtig
Dieser Druck spiegelt den Widerstand von allem wider, was sich hinter der Schnecke befindet: dem Filtersieb und der Kontaminationsbrecherplatte, dem Adapter-Förderrohr, dem festen Rührwerk (sofern vorhanden) und der Düse selbst. Sie hängt nicht nur von der Geometrie dieser Komponenten ab, sondern auch von der Temperatur im System, die wiederum Einfluss auf die Viskosität des Harzes und die Durchsatzrate hat. Sie hängt nicht von der Schneckenkonstruktion ab, es sei denn, sie beeinflusst Temperatur, Viskosität und Durchsatz. Das Messen der Temperatur ist aus Sicherheitsgründen wichtig – wenn sie zu hoch ist, können der Düsenkopf und die Form explodieren und in der Nähe befindliche Personen oder Maschinen verletzen.
Besonders in der Endzone (Dosierzone) eines Einschneckensystems ist der Druck für die Vermischung von Vorteil. Ein hoher Druck bedeutet jedoch auch eine höhere Leistungsabgabe des Motors – und damit höhere Schmelzetemperaturen –, was die Druckgrenze bestimmen kann. Bei einem Doppelschneckenextruder sind die beiden ineinandergreifenden Schnecken ein effizienteres Rührwerk, sodass für diesen Zweck kein Druck erforderlich ist.
Bei der Herstellung hohler Teile wie Rohre mithilfe von Spinnenformen mit Halterungen zur Fixierung des Kerns muss im Inneren der Form ein sehr hoher Druck erzeugt werden, um die Wiedervereinigung der getrennten Ströme zu unterstützen. Andernfalls könnte das Produkt entlang der Schweißnaht schwach sein und bei der Verwendung Probleme verursachen.
09 Ausgang = Verschiebung des letzten Gewindegangs +/- Druckfluss und Leckage
Die Verschiebung des letzten Gangs wird als positiver Fluss bezeichnet und hängt nur von der Schneckengeometrie, der Schneckengeschwindigkeit und der Schmelzedichte ab. Sie wird durch den Druckfluss reguliert und umfasst tatsächlich den Widerstandseffekt (dargestellt durch den maximalen Druck), der die Leistung verringert, und den Effekt eines Überbisses im Futter, der die Leistung erhöht. Leckagen während des Fluges können in beide Richtungen auftreten.
Es ist auch nützlich, die Förderleistung pro U/min (Umdrehungen) zu berechnen, da diese auf eine etwaige Abnahme der Pumpleistung der Schnecke im Laufe der Zeit hinweist. Eine weitere damit verbundene Berechnung ist die Leistung pro eingesetzter Pferdestärke oder Kilowatt. Dies zeigt die Effizienz an und kann die Produktionskapazität eines bestimmten Motors und Antriebs abschätzen.
10 Die Scherrate spielt eine große Rolle bei der Viskosität
Alle gängigen Kunststoffe verfügen über eine scherreduzierende Eigenschaft, das heißt, die Viskosität nimmt ab, je schneller sich der Kunststoff bewegt. Manche Kunststoffe zeigen diesen Effekt stärker. Beispielsweise erhöhen einige PVCs ihre Durchflussrate um den Faktor 10 oder mehr, wenn der Schub verdoppelt wird. Im Gegensatz dazu schert LLDPE nicht stark und erhöht seine Fließgeschwindigkeit nur um den Faktor 3 bis 4, wenn der Schub verdoppelt wird. Eine verringerte Scherreduktion bedeutet eine höhere Viskosität unter Extrusionsbedingungen, was wiederum bedeutet, dass mehr Motorleistung erforderlich ist.
Dies erklärt, warum LLDPE heißer wird als LDPE. Der Fluss wird als Schergeschwindigkeit ausgedrückt, die im Schneckenkanal etwa 100 s-1, in den meisten Düsendüsen zwischen 100 und 100 s-1 und im Gang-Wand-Spalt und einigen kleinen Düsenspalten mehr als 100 s-1 beträgt. Der Schmelzkoeffizient ist ein übliches Maß für die Viskosität, ist jedoch umgekehrt (dh Strömung/Schub statt Schub/Strömung). Leider wird es bei Schergeschwindigkeiten von 10 s-1 oder weniger gemessen und ist in Extrudern mit sehr schnellen Schmelzflussraten möglicherweise kein echter Messwert.
11 Der Motor und der Zylinder liegen einander gegenüber
Warum funktioniert die Laufsteuerung insbesondere im Messbereich nicht immer wie erwartet? Wenn das Fass erhitzt wird, wird die Materialschicht an der Fasswand weniger viskos und der Motor benötigt in diesem glatteren Fass weniger Energie für den Betrieb. Der Motorstrom (Stromstärke) sinkt. Wenn umgekehrt das Fass gekühlt wird, erhöht sich die Viskosität der Schmelze an der Fasswand, der Motor muss stärker drehen, die Stromstärke steigt und ein Teil der über das Fass abgeführten Wärme wird vom Motor zurückgegeben. Im Allgemeinen haben Fasskonditionierer zwar einen Einfluss auf die Schmelze, was wir erwarten, aber der Effekt ist nirgendwo so groß wie die regionalen Unterschiede. Um wirklich zu verstehen, was passiert, ist es am besten, die Schmelztemperatur zu messen.
Regel 11 gilt nicht für Matrize und Form, da dort keine Schneckenrotation stattfindet. Deshalb sind dort äußere Temperaturänderungen wirksamer. Diese Veränderungen erfolgen jedoch von innen nach außen und sind daher nicht einheitlich, es sei denn, sie werden in einem stationären Rührwerk gerührt, das sowohl für Schmelztemperaturänderungen als auch für das Rühren ein wirksames Werkzeug ist.
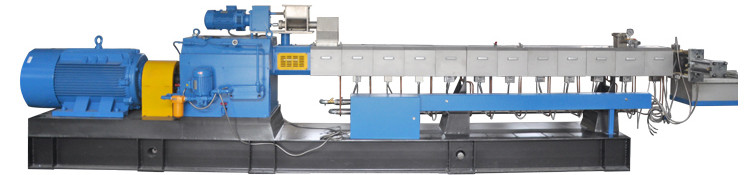
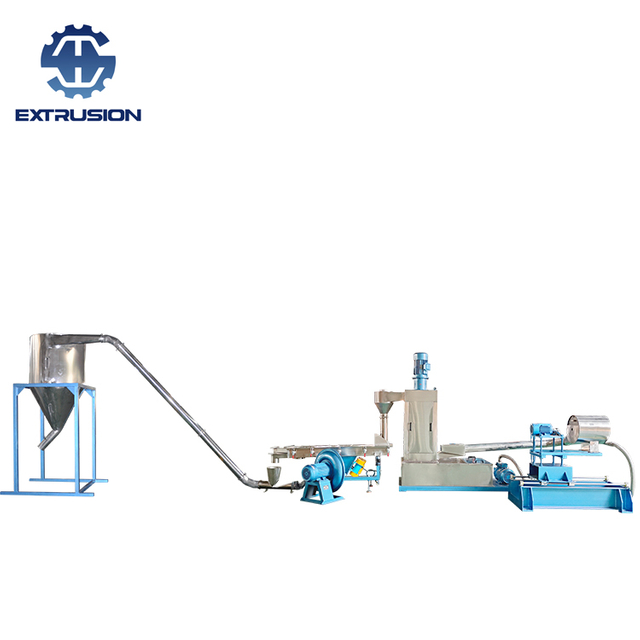
NANJING HAISI ist ein professioneller Hersteller von Kunststoffextrusionslinien. Wir liefern Doppelschneckenextruder, Einschneckenextruder, Kunststoffrecyclingextruder, Zweistufenextruder, Extruder im Labormaßstab, Misch- und Zuführmaschinen, Kühl- und Pelletiermaschinen, Zerkleinerungsmaschinen usw.