Anzahl Durchsuchen:0 Autor:Site Editor veröffentlichen Zeit: 2025-12-15 Herkunft:Powered
Im Bereich der Kunststoffcompoundierung zeichnet sich der Doppelschneckenextruder als äußerst flexible und effiziente Verarbeitungsmaschine aus. Während sich die meisten Ingenieure auf die Optimierung von Schneckenkombinationen konzentrieren, wird die Konfiguration des Extruderzylinders oft übersehen – obwohl sie eine ebenso entscheidende Rolle spielt. Eine gut durchdachte Trommelanordnung kann die Mischleistung erheblich verbessern, den Energieverbrauch senken und die Produktstabilität verbessern.
01. Warum Laufdesign wichtig ist
Im Gegensatz zu Einschneckenextrudern oder Spritzgießmaschinen mit fester Zylinderstruktur ist der Doppelschneckenextruder modular aufgebaut. Dadurch können Verarbeiter die Trommelkonfiguration entsprechend den spezifischen Materialanforderungen anpassen.
Die Koordination zwischen Zylinderabschnitten und Schneckenelementen wirkt sich direkt auf wichtige Phasen der Kunststoffmischung aus, darunter Feststoffförderung, Polymerschmelzen, Additiveinarbeitung, Flüssigkeitseinspritzung, Entgasung und Druckstabilisierung.
Eine ordnungsgemäße Zylinderkonfiguration sorgt für ein besseres Wärmemanagement, eine höhere Mischeffizienz, eine geringere Materialverschlechterung und insgesamt niedrigere Produktionskosten.
02. Strukturmerkmale von Doppelschneckenextruderzylindern
1. „Figure-8“-Fasskammer
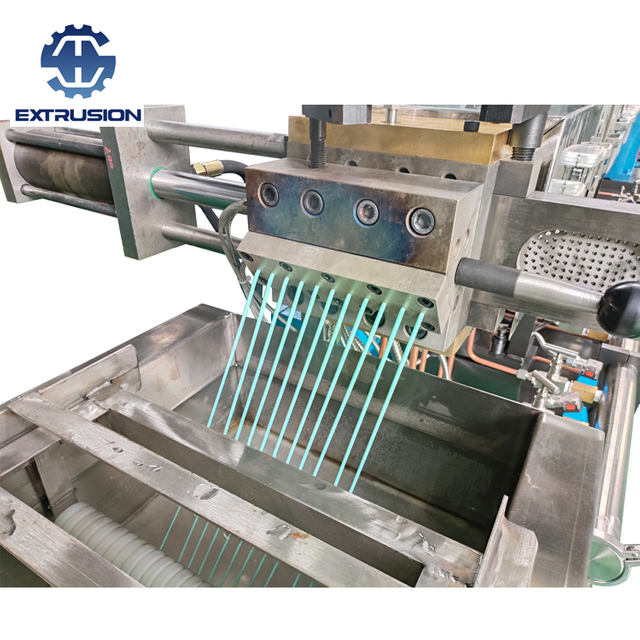
Der Zylinder eines gleichläufig rotierenden Doppelschneckenextruders verfügt über eine typische Kammer in Form einer Acht. Die beiden Schneckenkanäle überlappen sich, sodass jeder Schneckengang nahezu die Wurzel der anderen Schnecke berührt.
Diese Struktur fördert einen kontinuierlichen Fließweg des geschmolzenen Polymers in Form einer Acht, verlängert die Verweilzeit, verringert die Reibung, verbessert die Schmelzkonsistenz und senkt den Energieverbrauch.
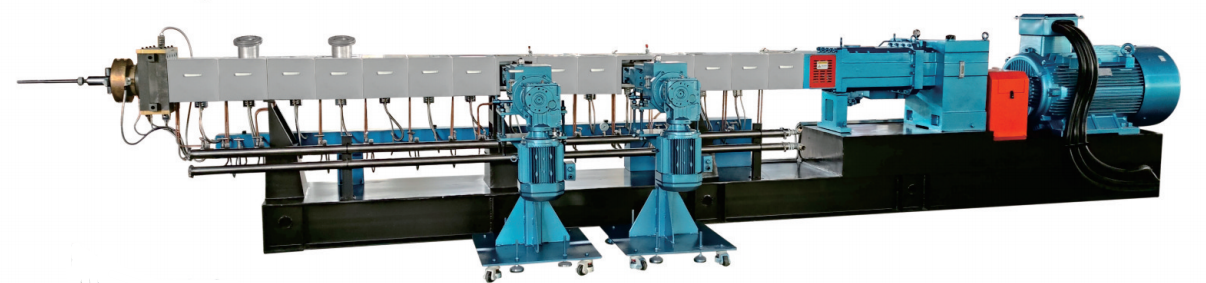
2. Modulare segmentierte Struktur
Die meisten Hersteller bieten modulare Zylinderabschnitte an – typischerweise jeweils vier bis sechs L/D. Jeder Abschnitt verfügt über unabhängige Heiz- und Kühlzonen, die eine präzise Temperaturregelung ermöglichen.
Diese Modularität gibt Ingenieuren die Freiheit, maßgeschneiderte Verarbeitungszonen entsprechend der Rezeptur zu erstellen, wodurch der Extruder für eine Vielzahl von Kunststoffverbindungen äußerst flexibel ist.
3. Material- und Verschleißschutzbehandlung
Die Auswahl des Zylindermaterials wirkt sich direkt auf die Lebensdauer und die Prozessstabilität aus. Herkömmliche Läufe aus nitriertem Stahl wurden weitgehend durch legierte Stähle mit hohem Chromgehalt und hervorragender Verschleißfestigkeit ersetzt.
Für stark beanspruchte Bereiche wie Seiteneinzugszonen werden häufig austauschbare Auskleidungen aus pulvermetallurgischem Stahl CPM-10V verwendet, um die Lebensdauer zu verlängern.
03. Haupttypen von Laufabschnitten und ihre Funktionen
1. Öffnen Sie die Laufabschnitte
Offene Fässer verfügen über äußere Öffnungen, die das Zuführen oder Entlüften flüchtiger Stoffe ermöglichen.
Futterfass
Der Zufuhrzylinder ist typischerweise in der Zylinderzone 1 platziert und ermöglicht den direkten Fall von Pellets oder Pulvern in den Schneckenkanal.
Bei Pulvern mit geringer Schüttdichte, die Luft einschließen, kann eine Rücklüftungsanordnung mit zwei offenen Zylindern an den ersten Positionen die Zufuhrstabilität verbessern.
Seitlich beschickendes Fass
Seitenbeschickungsfässer ermöglichen die nachträgliche Zuführung von Füllstoffen oder Zusatzstoffen. Sie verfügen über eine sekundäre Öffnung in Form einer Acht an der Seite zum Anschluss eines Seitenfutters.
Entlüftungs- und Vakuumentgasungsfässer
Offene Fässer werden auch zur atmosphärischen Entlüftung oder Vakuumentgasung verwendet. Vakuumanschlüsse in der Nähe des Auslassendes helfen dabei, Feuchtigkeit, restliche Monomere oder Lösungsmittel aus der Schmelze zu entfernen.
2. Geschlossene Laufabschnitte
Geschlossene Zylinder umschließen die Polymerschmelze vollständig mit nur einem Schneckenkanal in Form einer Acht. Diese Abschnitte bieten eine vollständige Heiz-/Kühlsteuerung und werden zum Fördern, Schmelzen und dispersiven/verteilenden Mischen verwendet.
04. Strategien zur Laufkonfiguration
1. Typischer Laufmontageablauf
Eine Standard-Compoundierungslinie kann Folgendes umfassen:
Fass 1: Einfüllöffnung
Mehrere geschlossene Fässer zum Schmelzen und Mischen
Lauf 4 oder 5: seitlicher Zufuhranschluss
Nachgeschaltete geschlossene Fässer zur weiteren Durchmischung
Gegen Ende: Vakuumentgasungsabschnitt
Endgültig geschlossener Zylinder vor dem Düsenkopf
2. Konfigurieren von Fässern basierend auf Prozessanforderungen
Die Anordnung des Fasses muss mit den Eigenschaften der Rezeptur übereinstimmen.
Beispielsweise bei glasfaserverstärkten Materialien:
Es ist ein spezielles Glasfaser-Futterfass erforderlich
Rückwärtsschnecken- oder Rückwärtsknetelemente verhindern das Zurückfließen der Schmelze
Ein versiegelter Zylinderabschnitt vor dem Vakuumanschluss verhindert die Faserextraktion unter Vakuum

05. Spezielle Laufkonstruktionen und Anwendungen
1. Geteiltes Laufdesign
Bei gleichläufigen Extrudern mit geteiltem Zylinder kann die obere Hälfte des Zylinders zur Reinigung oder Inspektion leicht geöffnet werden. Der untere Lauf ist feststehend, während der obere Lauf über einen Getriebemechanismus verbunden ist.
2. Konischer, gleichläufig rotierender Doppelschneckenzylinder
Konische gleichläufige Extruder vereinen die Vorteile konischer gegenläufiger und paralleler gleichläufiger Ausführungen. Die konische Schneckengeometrie erhöht die Verweilzeit, verringert die Reibung, gewährleistet ein stabiles Schmelzen und verbessert die Energieeffizienz – oft reduziert sich der Stromverbrauch um 30–50 %.
Dieses Design ist beliebt für Labor-Pilotlinien, bei denen eine häufige Prozessoptimierung vor der Skalierung auf die industrielle Produktion erforderlich ist.
Abschluss
Ein flexibles und gut optimiertes Zylindersystem ist einer der Hauptgründe dafür, dass sich Doppelschneckenextruder bei der Bewältigung vielfältiger Compoundierungsaufgaben auszeichnen. Das Verständnis von Zylindertypen, Konfigurationen und prozessspezifischen Strategien ermöglicht es Ingenieuren, die Grenzen der Effizienz, Produktqualität und Betriebsstabilität bei der modernen Kunststoff-Compoundierung zu verschieben.
Nanjing Haisi ist professioneller Hersteller von Plastik -Extruder -Maschine, wir liefern einen Twin -Schrauben -Extruder, einen Einzelschrauben -Extruder, einen Plastikrecycling -Extruder, zweistufige Extruder, Extruder, Misch- und Fütterungsmaschinen, Kühl- und Pelletisierungsmaschine, Quetschmaschine und so weiter.