Anzahl Durchsuchen:0 Autor:Site Editor veröffentlichen Zeit: 2025-03-06 Herkunft:Powered
Einige Mischproduktionslinien verwenden einen Twin-Screw-Extruder oder einen kontinuierlichen Kneeter zum Mischen von Operationen, gefolgt von einem Schmelzfutter-Extruder, um Druck aufzutragen und das Material zu pelletieren.
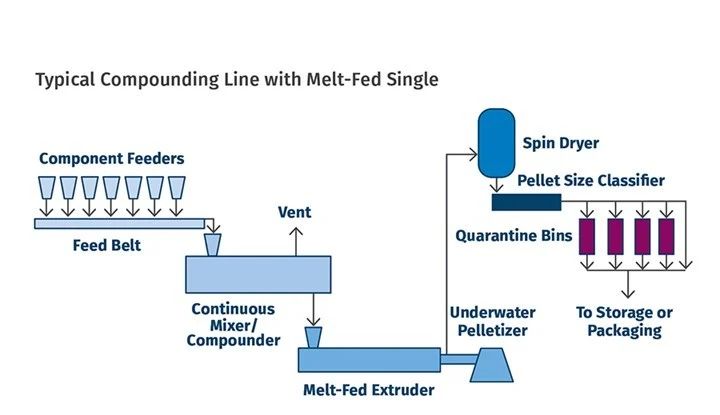
Ein Schema der Verbindungsproduktionslinie unter Verwendung eines kontinuierlichen Mischeres zum Verbundung und eines Schmelzfutter-Ein-Schrauben-Extruders, um Druck auf den Pelletizer auszuüben. Quelle (alle Bilder): Mark Spalding.
In diesem Prozess wird der Rohstoff zuerst in einen Feedermotor in den Twin-Screw-Extruder oder Kneaturen zum Mischen eingespeist. Die Mischrate wird vom Feeder gesteuert, während die maximale Rate durch die Mischgeräte bestimmt wird. Mit anderen Worten, die Rate steigt normalerweise, bis die Mischausrüstung ihre maximale Drehmomentgrenze erreicht.
Als nächstes ist das Material, das aus dem Mischgerät ausgeht, in den Einlass des Extruders mit einem Schraubenstreifen. Der Single-Screw-Extruder verwendet eine ausgehungere Fütterungsmethode, um sicherzustellen, dass sich das Material im Trichter nicht ansammelt. Der Druck steigt entlang der Schraubelänge und erzeugt ausreichend Druck, um den Pelletizer zu fahren. Ab diesem Stadium sollte der einstöckige Extruder niemals der ratekontrollierende Teil der Produktionslinie sein.
Im Einzel-Schrauben-Extruder ist der Druck am Einlass Null, während der Entladungsdruck relativ hoch ist, was zu einem positiven Axialdruckgradienten führt. Dieser Gradient reduziert die spezifische Durchsatzrate des Prozesses. Die spezifische Durchsatzrate ist die Rate geteilt durch die Schraubgeschwindigkeit - zum Beispiel Pfund pro Stunde pro Drehzahl. Die Fähigkeit des Extruders, die Geschwindigkeit aufrechtzuerhalten und gleichzeitig Druck zu erzeugen, hängt hauptsächlich von der Messkanaltiefe, dem Druckgradienten und der Harzviskosität ab.
Daher ist das Hauptproblem bei Schmelzfutter-Extrudern (insbesondere des Einzel-Schrauben-Teils) die Einstellung der Messkanaltiefe. In diesem Artikel wird eine Mischlinie mit einem Einstock-Extruder vom Typ 15-Zoll-Durchmesser und Boost-Typ vorgestellt. Die Messkanaltiefe der Schraube beträgt 1,73 Zoll.
Diese Tiefe ist zu groß, um das Harz zum Pelletieren effektiv zu pumpen und unter Druck zu setzen. Für diese Schraubenkonfiguration kann der Extruder nur mit einer Geschwindigkeit von 3.280 lbs pro Stunde mit einer Schraubgeschwindigkeit von 15 U/min arbeiten, was zu einer bestimmten Durchsatzrate von 219 Pfund/Stunde U/min führt. Die niedrige spezifische Durchsatzrate führt dazu, dass die Entlademperatur zu hoch steigt, was zum Abbau von Flammenhemlungszusagen führt. Die akzeptable maximale Entladungstemperatur für dieses Harz- und Flammhemmungschemikalien beträgt etwa 180 ° C.
Wie in Abbildung 2 gezeigt, nimmt die spezifische Durchsatzrate bei der Messkanaltiefe zwischen 0,7 und 1 Zoll mit der Tiefe nahezu linear zu. Dies liegt daran, dass die spezifische Geschwindigkeit mit der Kanaltiefe linear zunimmt. Spezifische Geschwindigkeit bezieht sich auf die durch Drehung erzeugte Rate der Schraube, die historisch als spezifische Widerstandsrate bekannt ist, die in Abwesenheit eines angelegten Druckgradienten auftritt.
Die Beziehung zwischen spezifischer Durchsatzrate, Entlademperatur und der Messkanaltiefe in zusammengesetzter PE.
Wie bereits erwähnt, hat der Schraubkanal einen positiven Axialdruckgradienten. Dies ist auf das Material zurückzuführen, das unter Null den Vorschubkanal in den Vorschubkanal eintritt, während der Entladungsdruck relativ hoch ist, um die Anforderungen des Pelletizers zu erfüllen. Dieser Druckgradient senkt die spezifische Durchsatzrate des Extruders. Darüber hinaus ist die spezifische Durchsatzrate proportional zum Würfel der Messkanaltiefe. Dies erklärt, warum die spezifische Durchsatzrate ihren Spitzenwert erreicht, wenn die Kanaltiefe etwa 1,18 Zoll beträgt.
In tieferen Kanaltiefen nimmt die Durchflussrate mit zunehmender Kanaltiefe signifikant ab. Abbildung 2, erzeugt unter Verwendung von numerischen Simulationen, setzt eine Geschwindigkeit von 8.500 lbs pro Stunde und einen Entladungsdruck von 3.000 psi an, der für Polyethylen (PE) geeignet ist, gemischt mit flammhemmenden Chemikalien.
Abbildung 2 zeigt auch die Entladungstemperatur des Materials. In einer Messkanaltiefe nahe 1,30 Zoll erreicht die Temperatur ihren niedrigsten Wert von 179 ° C. Erinnern Sie sich daran, dass die maximal spezifische Durchsatzrate in einer Kanaltiefe nahe 1,18 Zoll auftritt. Die Entlademperatur reagiert im Allgemeinen auf eine bestimmte Durchsatzrate; Wenn die spezifische Durchsatzrate zunimmt, nimmt die Entlademperatur ab. Sowohl am tiefsten als auch am flachsten Enden des Kanals in Abbildung 2 sind die Entlademtemperaturen relativ höher - 184 ° C bzw. 182 ° C. Bei 182 ° C beginnen sich einige Flammschutzmittel zu verschlechtern.
Als nächstes stellten wir eine neue Schraube mit einem flacheren Messkanal her, der in einer Tiefe von 1,18 Zoll optimiert wurde. Abbildung 3 zeigt die Simulation des Schraubdesigns und liefert axiale Druck- und Temperaturkurven. Die Simulation zeigt an, dass die neue Schraube in der Lage sein sollte, 8.500 lbs pro Stunde bei einer Schraubengeschwindigkeit von 15,5 U/min mit einer spezifischen Durchsatzrate von 548 lbs/(Stunde · U/min) mehr als das 2,5 -fache der Rate der ursprünglichen Schraube zu pumpen.
Wie in Abbildung 3 gezeigt, beträgt der Druck am Schraubeinlass Null, während der Entladungsdruck 2.400 psi beträgt und einen positiven Axialdruckgradienten bildet. Wie bereits erwähnt, bestimmt dieser Überdruckgradient zusammen mit der Kanaltiefe die spezifische Durchsatzrate des Harzes. Die simulierte Entladungstemperatur beträgt 174 ° C, was niedrig genug ist, um den Abbau von Flammenhemlungsmittel -Chemikalien zu verhindern.
Simulieren Sie den Axialdruck und die Temperatur der neuen Schraube mit einer Schraubkanaltiefe von 1,18 Zoll. Die Geschwindigkeit beträgt 8.500 lbs pro Stunde, die Schraubgeschwindigkeit beträgt 15,5 U/min und die spezifische Durchsatzrate 548 Pfund/Stunde Drehzahl.
Bei Extrusionsprozessen für Schmelzernährung sollte der Extruder des Einzelstreifens niemals zum einschränkenden Schritt des Prozesses werden. Stattdessen sollte der limitierende Schritt das Drehmoment des Mischprozessrotors sein. Der hier vorgestellte Schmelzfutter-ein-Schrauben-Extruder wird zum begrenzenden Schritt, da die Entladungstemperatur unter 180 ° C bleiben muss, um den Abbau von Flammschutzmittel-Chemikalien zu verhindern. Die optimale Kanaltiefe tritt typischerweise bei der höchsten spezifischen Durchsatzrate auf, und die meisten Schraubdesigner wissen, wie diese optimale Messkanaltiefe entworfen werden.
Darüber hinaus kann die Bleilänge der Schraube leicht erhöht werden, um einen höheren spezifischen Durchsatz zu erzielen, ohne den Messkanal zu tief zu machen oder gegenüber dem positiven Axialdruckgradienten übermäßig empfindlich zu sein. Beispielsweise hat die ursprüngliche Schraube mit einem Durchmesser von 15 Zoll eine Bleilänge, die ihrem Durchmesser entspricht, während die Bleilänge der optimierten Schraube auf das 1,2-fache des Durchmessers erhöht wird. Dieser Anstieg der Bleilänge führt zu einem Anstieg des spezifischen Durchsatzes um 18%.
Darüber hinaus beträgt die optimierte Messkanaltiefe je nach Harzviskosität, der axialen Länge des Messkanals und des Auslassendrucks typischerweise 6% bis 8% des Schraubdurchmessers. Beispielsweise beträgt die Messkanaltiefe der ursprünglichen Schraube 11,8% des Durchmessers, während die Messkanaltiefe der optimierten Schraube 7,8% des Durchmessers beträgt.
Die hier vorgestellte optimierte Schraube erfordert zusätzliches Drehmoment des Motors. Wenn der Prozess nicht das zusätzliche Drehmoment liefern kann, ist eine Optimierung nicht möglich. Die meisten Schraubdesigner sind sich dieses Problems bewusst und überprüfen regelmäßig die Drehmomentanforderungen.
Nanjing Haisi ist professioneller Hersteller von Plastikpelletisierungslinien, wir liefern einen Twin -Schrauben -Extruder, einen Einzelschrauben -Extruder, einen Plastikrecycling -Extruder, zweistufige Extruder, Extruder, Misch- und Fütterungsmaschinen, Kühl- und Pelletisierungsmaschine, Crushing -Maschine und so weiter.