Anzahl Durchsuchen:17 Autor:Site Editor veröffentlichen Zeit: 2023-02-06 Herkunft:Powered
01. Schrumpfprofil aus Kunststoff
Die Schrumpfungsrate von Kunststoff bezieht sich auf den prozentualen Unterschied zwischen der Größe des Kunststoffteils bei Formtemperatur und der Größe, nachdem es aus der Form genommen und auf Raumtemperatur abgekühlt wurde.Sie spiegelt den Zerkleinerungsgrad des Kunststoffteils wider, nachdem es aus der Form genommen und abgekühlt wurde. Zu den Faktoren, die die Kunststoffschrumpfung beeinflussen, gehören Kunststoffarten, Formbedingungen, Formstruktur usw. Unterschiedliche Kunststoffe haben unterschiedliche Schrumpfraten.Darüber hinaus hat die Schrumpfrate von Kunststoffen viel mit der Form des Kunststoffteils, der Komplexität des inneren Aufbaus und dem Vorhandensein von Einlegeteilen zu tun.
Faktoren, die die plastische Schrumpfung beeinflussen, sind wie folgt:
1. Einfluss von Rohstoffen
(1) Arten von Rohstoffen
Unterschiedliche Arten von Kunststoffrohmaterialien haben unterschiedliche Schrumpfungsraten, siehe Tabelle 1 für Einzelheiten.
Tabelle 1 Schwindung verschiedener Kunststoffrohstoffe
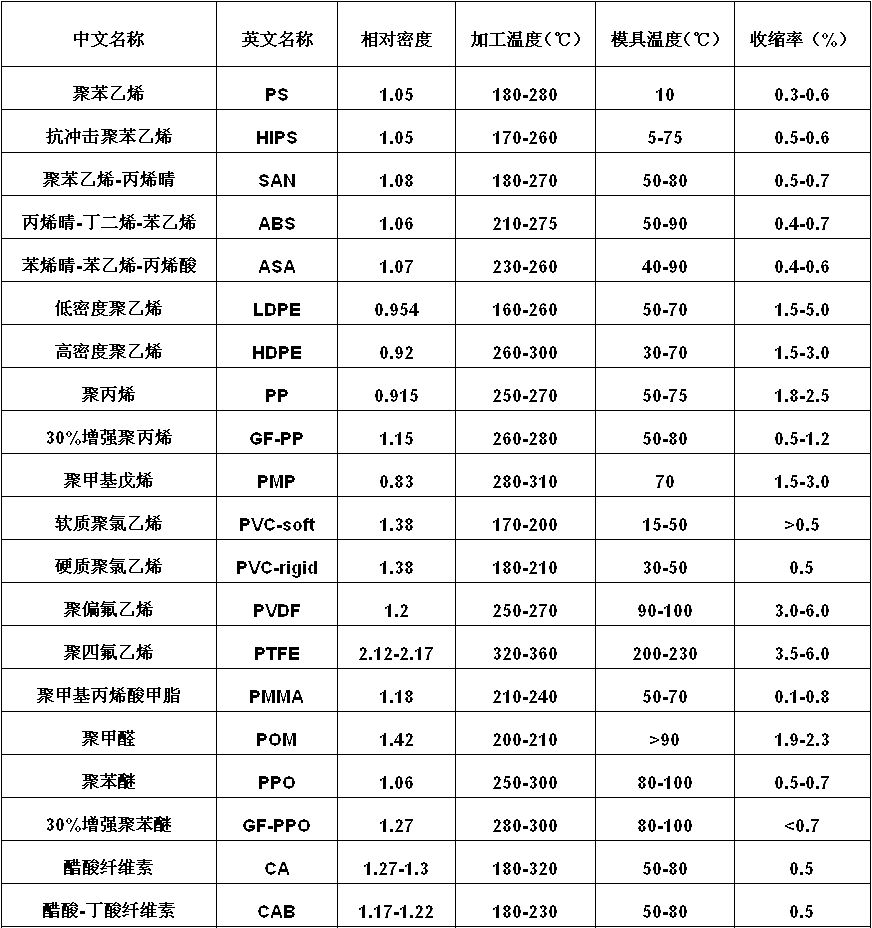
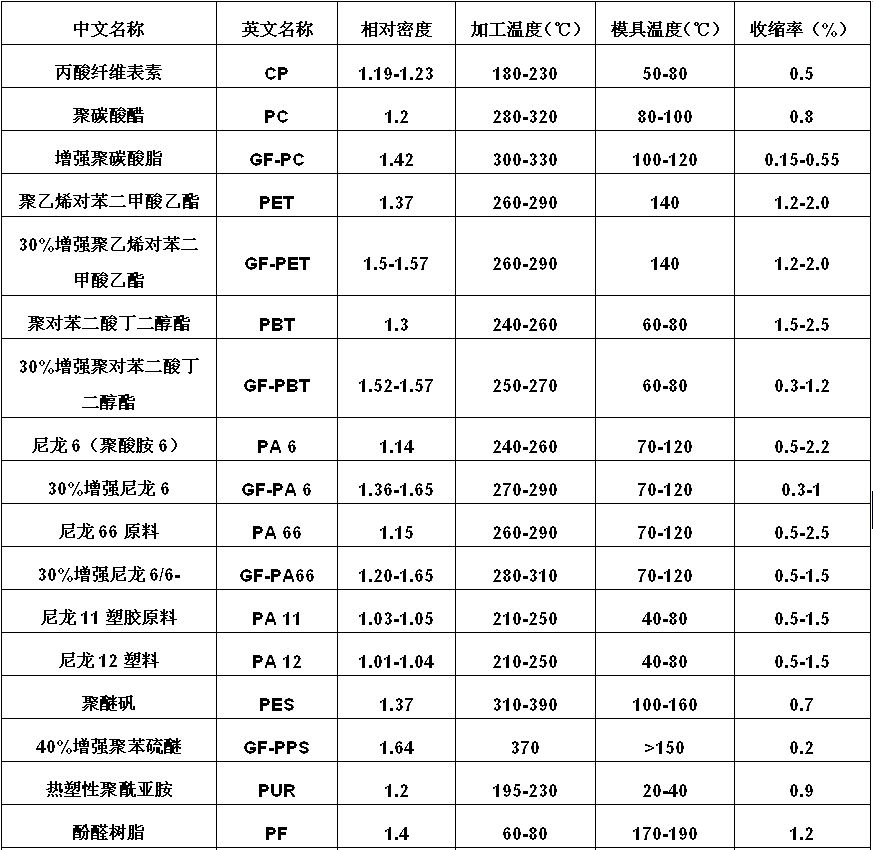
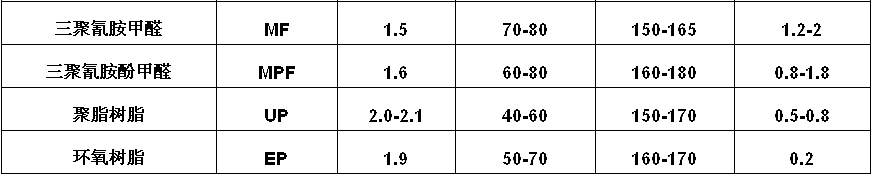
Aus Tabelle 1 ist ersichtlich, dass die Schrumpfrate von mit 40 % verstärktem PPS für Thermoplaste am niedrigsten und die Schrumpfrate von Epoxidharz für Duroplaste am niedrigsten ist und die Schrumpfrate beider Kunststoffe 0,2 % beträgt.Fluorkunststoffe haben die größte Schrumpfungsrate, die maximal etwa 6 % erreichen kann;Die zweitgrößte Schrumpfungsrate ist Polyethylen niedriger Dichte mit einer maximalen Schrumpfungsrate von 5 %.
(2) Kristallinität der Rohstoffe
Dasselbe Rohmaterial hat eine unterschiedliche Kristallinität und seine Schrumpfungsrate ist unterschiedlich.Je kleiner die Kristallinität, desto kleiner die Schrumpfungsrate.Unter den vielen Einflussfaktoren hat die Kristallinität des Harzes den größten Einfluss auf die Schrumpfung.
(3) Molekulargewicht der Rohmaterialien
Je größer das Molekulargewicht des gleichen Rohmaterials ist, desto geringer ist seine Schrumpfung.Harze mit dem gleichen Molekulargewicht haben eine gute Fließfähigkeit und eine geringe Formschwindung.
(4) Modifikation von Rohstoffen
Nachdem das Harz durch Hinzufügen anderer Harze, Elastomere und Füllstoffe modifiziert wurde, nimmt seine Schrumpfungsrate in unterschiedlichem Maße ab.
Die Schrumpfungsrate des Harzes ist unterschiedlich, was die Formgenauigkeit seiner Produkte während des Schmelzverarbeitungsprozesses stark beeinflusst.Um hochpräzise Kunststoffprodukte verarbeiten zu können, müssen Harze mit geringer Schrumpfung verwendet werden.Am Beispiel von PP-Harz beträgt seine Schrumpfungsrate 1,8 % bis 2,5 %, und je kleiner das Molekulargewicht ist, desto größer ist die Schrumpfungsrate.PP ist schwierig, hochpräzise Produkte herzustellen.Aus diesem Grund forschen große Unternehmen auf der ganzen Welt aktiv daran, die eigene Schrumpfungsrate des Harzes zu reduzieren, unter der Bedingung, dass die Harzleistung gewährleistet ist.Beispielsweise hat Basel ein PP mit niedriger Schrumpfrate namens Hifax CA207A mit einer niedrigen Schrumpfrate von nur 1 % entwickelt.
2. Die Auswirkung des Formprozesses auf die Schrumpfungsrate von Kunststoffprodukten
(1) Die Formtemperatur bleibt unverändert, der Einspritzdruck steigt und die Schrumpfungsrate nimmt ab;
(2) Wenn der Druck steigt, sinkt die Schrumpfungsrate;
(3) Die Schmelztemperatur steigt und die Schrumpfrate sinkt;
(4) Die Formtemperatur ist hoch und die Schrumpfrate nimmt zu;
(5) Die Druckhaltezeit ist lang und die Schrumpfungsrate wird reduziert, aber die Schrumpfungsrate wird nicht beeinflusst, nachdem das Tor geschlossen ist;
(6) Die Abkühlzeit in der Form ist lang und die Schrumpfungsrate ist verringert;
(7) Die Einspritzgeschwindigkeit ist hoch, die Schrumpfungsrate neigt dazu, leicht zuzunehmen, und die Auswirkung ist gering;
(8) Die Schrumpfung beim Formen ist groß und die Nachschrumpfung ist gering;die Nachschwindung ist in den ersten zwei Tagen groß und in etwa einer Woche stabil.
3. Einfluss der Struktur auf die Produktschrumpfung
(1) Die Schrumpfungsrate von dickwandigen Kunststoffteilen ist größer als die von dünnwandigen Kunststoffteilen;
(2) Die Schrumpfrate von Kunststoffteilen mit Einsätzen ist kleiner als die ohne Einsätze;
(3) Die Schrumpfungsrate von Kunststoffteilen mit komplexen Formen ist kleiner als die von einfachen Formen;
(4) die Schrumpfungsrate der Abmessung in Längsrichtung des Kunststoffteils ist kleiner als die in Dickenrichtung;
(5) Die Schrumpfungsrate des inneren Lochs ist groß und die Schrumpfungsrate der Form ist klein.
4. Einfluss der Formstruktur auf die Schrumpfung von Kunststoffprodukten
(1) Die Angussgröße ist groß und die Schrumpfungsrate ist reduziert;
(2) Die Schrumpfungsrate in der Richtung senkrecht zum Anschnitt nimmt ab, und die Schrumpfungsrate in der Richtung parallel zum Anschnitt nimmt zu;
(3) Die Schrumpfungsrate weg vom Anguss ist kleiner als die in der Nähe des Angusses;
(4) Die Schrumpfungsrate des Kunststoffteils mit Formbeschränkungen ist gering, und die Schrumpfungsrate des uneingeschränkten Kunststoffteils ist groß.
02. Modifizierungsverfahren zur Verringerung der plastischen Schrumpfung
Der effektivste Weg, die Schrumpfung von Kunststoffen zu reduzieren, sind natürlich verschiedene Modifizierungstechnologien, wie unten beschrieben.
1. Verschiedene Arten von Faserfüllungen
Fasern umfassen verschiedene Arten von anorganischen Fasern und organischen Fasern.Nimmt man Glasfaser als Beispiel und fügt PP-Harz unterschiedliche Glasfasergehalte hinzu, ist die Schrumpfungsrate in Tabelle 2 dargestellt.
Tabelle 2 Schrumpfrate von glasfaserverstärktem PP mit unterschiedlichen Inhaltsstoffen

Die in den letzten Jahren entwickelten langglasfaserverstärkten Kunststoffe haben gewisse Vorteile in der Schrumpfungsrate, und ihre Längs- und Querschrumpfungsraten sind klein und konsistent.
2. Anorganische Füllstofffüllung
Anorganische Rohstoffe wie Talkumpuder, Calciumcarbonat, Bariumsulfat, Glimmerpulver, Wollastonit und Montmorillonit usw. Unterschiedliche Füllstofftypen, Eigenschaften, Partikelgrößen und Oberflächenbehandlungsgrade beeinflussen die Modifikationswirkung auf die Harzschrumpfung.
(1) Form von Füllstoff
Verschiedene Arten von anorganischen Füllstoffen haben unterschiedliche Formen und haben unterschiedliche Auswirkungen auf die Schrumpfung.Die spezifische Reihenfolge des Aufpralls ist Flocke > Nadel > Partikel > Kugel.Beispielsweise können flockiger Montmorillonit und Glimmer die Schrumpfung von Verbundwerkstoffen deutlich reduzieren.
Beispielsweise ist in Tabelle 3 die Auswirkung der Zugabe des gleichen Gehalts an verschiedenen Füllstoffen auf die Schwindung von PP in PP dargestellt.
Tabelle 3 Einfluss unterschiedlicher Füllstoffe auf die Schrumpfung von PP

Als weiteres Beispiel werden PP (HHP10) 20 % Füllstoffe unterschiedlicher Formen zugesetzt, und die Schrumpfungsrate des Verbundmaterials ist in Tabelle 4 dargestellt.
Tabelle 4 Schwindung unterschiedlicher Formen von Füllstoffverbund PP (20 % Füllstoff + 8 % POE)

(2) Die Teilchengröße des Füllstoffs
Unterschiedliche Partikelgrößen des gleichen Füllstoffs haben unterschiedliche Auswirkungen auf die Schrumpfrate, und je kleiner die Partikelgröße ist, desto größer ist die Auswirkung auf die Schrumpfrate.Am Beispiel von mit Talkumpuder gefülltem PP (20 % Talkumpuder + 8 % POE) sind die Auswirkungen verschiedener Partikelgrößen von Talkumpuder auf die Schrumpfung in Tabelle 5 gezeigt.
Tabelle 5 Einfluss von Talkumpuder mit unterschiedlichen Partikelgrößen auf die Schrumpfung von PP-Verbundwerkstoffen

(3) Behandlung von Füllstoff
Ob derselbe Füllstoff oberflächenbehandelt wird oder nicht, wenn er mit dem Harz vermischt wird, hat unterschiedliche Auswirkungen auf die Schrumpfungsrate.Füllstoffe mit Oberflächenbehandlung reduzieren die Schrumpfung wirksamer.Am Beispiel von mit 10 % Talkumpuder gefülltem ABS sind die spezifischen Wirkungen in Tabelle 6 dargestellt.
Tabelle 6 Wirkung der Oberflächenbehandlung auf die Schrumpfung von Talkumpuder/ABS-Verbundwerkstoffen

(4) Die Füllstoffmenge
Unterschiedliche Zugaben des gleichen Füllstoffs haben unterschiedliche Auswirkungen auf die Schwindung.Je größer die Zugabe, desto größer die Abnahme der Schrumpfung.Am Beispiel einer PP-Füllung zeigt Tabelle 7 den Einfluss unterschiedlicher Füllmengen von Talkumpuder auf die Schwindung.
Tabelle 7 Auswirkung unterschiedlicher Gehalte an 1250-Mesh-Talkpulver auf die Schrumpfungsrate von PP-Verbundwerkstoffen

3. Reduzieren Sie die Kristallisationsmodifikation
(1) Kristallisationsreduktionshilfsmittel zugeben
Üblicherweise verwendete kristallisationsverringernde Hilfsmittel sind kleinmolekulare Verbindungen, die die Regelmäßigkeit von Makromolekülen brechen und die Bewegung von Makromolekülen im geschmolzenen Zustand nach der Zugabe behindern, wodurch der Zweck der Verringerung der Kristallisation erreicht wird.Beispielsweise hat ein auf dem Markt erhältliches organisches Dekristallisationsmittel A ein gelblich-weißes Pulveraussehen und einen Schmelzpunkt von etwa 60°C. Zugabe von 0,5 % bis 1 % zu PP.Ein weiteres Beispiel ist ein auf dem Markt erhältliches anorganisches Dekristallisationsmittel B.Das Aussehen ist weißes Pulver, der pH-Wert beträgt 8 und der Weißgrad beträgt 95%.Fügen Sie PP 0,5 % bis 1 % hinzu.
(2) Fügen Sie andere Harze hinzu
Werden geringe Mengen LDPE und HDPE in PP eingemischt, kann die Kristallisation bei der PP-Verarbeitung zerstört werden und es können auch nicht kristalline Harze wie PS, ABS, PMMA, PC etc. zugesetzt werden.
Ein konkretes Beispiel ist das Hinzufügen anderer Harze zu UP-Harz, was die Schrumpfung des Produkts stark reduzieren kann:
Die erste Generation: PS und PE werden hinzugefügt, und die Schrumpfrate wird auf 0,2 % bis 0,4 % reduziert.
Die zweite Generation: PMMA wird hinzugefügt, und die Schwindungsrate wird auf 0,05 % reduziert.
Die dritte Generation: PVAC wird hinzugefügt, und die Schrumpfrate wird auf 0,03 % reduziert.
Am Beispiel der Zugabe von PE-Harz in PP sind die Auswirkungen unterschiedlicher PE-Gehalte auf die Schwindung von PP in Tabelle 8 dargestellt.
Tabelle 8 Auswirkung unterschiedlicher PE-Gehalte auf die Schrumpfung von PP

Aus Tabelle 8 ist ersichtlich, dass die Wirkung der Zugabe anderer Harze auf die Schrumpfung weitaus geringer ist als die der Faserfüllung und der anorganischen Füllung.
4. Mischen von Elastomeren
Zu den Elastomeren, die hinzugefügt werden können, gehören POE, EPDM, SBS usw. Alle Arten von Elastomeren haben ähnliche Auswirkungen auf die Kunststoffschrumpfung, siehe Tabelle 9 für Einzelheiten.
Tabelle 9 Wirkung unterschiedlicher Elastomergehalte auf die Schrumpfung von PP

Aus Tabelle 9 ist ersichtlich, dass bei einem Elastomergehalt von weniger als 5 % die Auswirkungen verschiedener Elastomere auf die Schrumpfung von PP grundsätzlich gleich sind.Erst ab einem Elastomergehalt von über 5 % divergiert der Einfluss verschiedener Elastomersorten und die Reihenfolge des Einflusses auf die Schrumpfung ist POE>EPDM>SBS, was mit der zähmachenden Wirkung von Elastomeren auf PP übereinstimmt.
Bei PP wird der anorganische Füllstoff mit dem Elastomer vermischt und die Schrumpfrate wird besser reduziert.Wenn der Talkgehalt 20 % beträgt, ist die Wirkung unterschiedlicher Gehalte an POE auf die Schrumpfung von PP in Tabelle 10 gezeigt.
Tabelle 10 Wirkung unterschiedlicher POE-Gehalte auf die Schrumpfung von mit 20 % Talkumpulver gefülltem PP

5. Chemische Pfropfmodifikation
Nach dem PP-Pfropfen kann die Kristallinität verringert werden, um den Zweck der Verringerung der Schrumpfung zu erreichen.
Nanjing Haisi Extrusion liefert eine Doppelschneckenextrudermaschine zum Compoundieren und Modifizieren von Kunststoffen.
Bei Interesse können Sie sich gerne an uns wenden!