Anzahl Durchsuchen:0 Autor:Site Editor veröffentlichen Zeit: 2024-08-19 Herkunft:Powered
Im Prozess der Extrusionsgranulierung spielt das Zuführsystem eine Schlüsselrolle für die Kraft und Koordination zwischen dem Fräser und der Schablone für den reibungslosen Betrieb der Einheit.
Werfen wir einen Blick auf die Beziehung zwischen dem Vorschubhydrauliköldruck und dem Hydrauliköldruck des Rückzugsausgleichssystems im tatsächlichen Produktionsprozess und auf die praktischen Auswirkungen nach der Verbesserung.

1 Aktuelle Probleme bei Unterwassergranulatoren
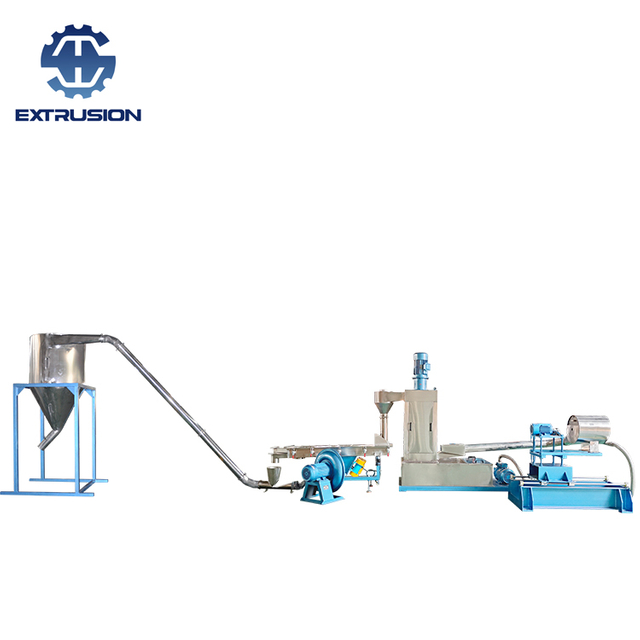
Die Unterwasser-Granuliereinheit besteht im Wesentlichen aus einer Pelletierkammer, einem Schneidmesser, einer Messerscheibe, einer Schablone und anderen Komponenten. Diese Einheit ist die Realisierungseinheit für die Umwandlung von geschmolzenem Harz in fertige Pellets. Sie ist die Kerneinheit für den Erfolg der Pelletierung und wirkt sich direkt auf die Produktqualität, das Abfallvolumen, die Produktionskosten und darauf aus, ob die Einheit über einen langen Zeitraum reibungslos funktionieren kann. Gleichzeitig weist dieses Gerät viele Arten von Ausfällen auf, und die Gründe sind manchmal äußerst kompliziert. Es ist auch das Gerät mit der höchsten Ausfallhäufigkeit. Man kann sagen, dass der reibungslose Betrieb der Unterwassergranulierung der entscheidende Faktor für den langfristig reibungslosen Betrieb der Extrusionsgranulierung ist.
Das Prinzip der Pelletierung durch den Fräser und die Schablone wird auch „Scherenprinzip“ genannt, d. h. der rotierende Hochgeschwindigkeitsschneider und das Auslassloch der festen Schablone scheren sich gegenseitig, um das aus dem Matrizenloch extrudierte Harzmaterial abzuschneiden .
Das geschnittene Material rollt in kaltem Wasser, kühlt ab und verfestigt sich zu runden Partikeln, die dann vom Pelletkühlwasser aus der Pelletierkammer entnommen werden, um die Pelletierarbeit abzuschließen. Wenn also der Fräser und die Schablone die „Schneide“-Arbeit abschließen und die Kraft ungleichmäßig ist, führt dies zu einer fehlerhaften Passung, was leicht zu abnormalen Lücken zwischen dem Fräser und der Schablone und dann zur Produktion von führen kann unqualifizierte Pellets, wie z. B. Drahtziehmaterialien, Tailing-Materialien, Schnurmaterialien, Schlangenhautmaterialien usw. In schweren Fällen führt eine abnormale Pelletisierung dazu, dass sich das Material der Einheit „um das Messer wickelt“ und es sogar zu einem „Einlauf“ kommt. (das heißt, das geschmolzene Material füllt die vor- und nachgelagerten Förderleitungen ohne Pelletierung und blockiert die Pelletier-Förderleitungen nach dem Abkühlen und Erstarren) Unfälle.
Sobald das Gerät ungewöhnliche Fehler aufweist, wie z. B. ein Verfangen des Messers, wird die Handhabung des Geräts schwieriger. Manchmal dauert es mehrere Tage, bis die Pellets-Förderleitung vollständig gereinigt und ausgebaggert ist. Manchmal verlängert sich die Ausfallzeit des Geräts durch den Austausch von Schablonen und Messern, was zu weiteren Produktionsschwankungen führt und die Leistung des Geräts beeinträchtigt. Andererseits nimmt bei längerfristiger anormaler Belastung auch der Verschleiß von Fräser und Schablone zu, was die Lebensdauer von Fräser und Schablone erheblich beeinträchtigt.
2 Prinzip des Hydraulikölsystems für den Werkzeugrückzugsausgleich
Wenn die Extrusions-Granulationseinheit normal arbeitet, sind die Kräfte zwischen dem Messer und der Schablone komplex und meist variabel. Wenn beispielsweise das geschmolzene Harzmaterial aus dem Düsenloch der Schablone extrudiert wird, erhöht sich der Überdruck auf den Schneider mit zunehmender Produktionslast und gleichzeitig mit zunehmendem Viskositätskoeffizienten das Harzmaterial. Der Viskositätskoeffizient hängt von der Schneckengeschwindigkeit, der Schneckenform, der Temperatur des Harzmaterials und dem Schmelzindex des Harzmaterials ab. Im eigentlichen Produktionsprozess ändern sich häufig nur die Temperatur des Harzmaterials, der Schmelzindex des Harzmaterials und die Produktionslast. Wenn sich diese drei Parameter ändern, ändert sich daher auch der Schablonenauslassdruck des Zylinderextrusionsabschnitts entsprechend. Der vom Vorschubsystem eingestellte Förderöldruck ist ein fester Wert, der den normalen Verschleiß des Fräsers nur bedingt ausgleichen kann. Wenn der Ausstoßdruck steigt, zieht sich das Messer häufig zurück und es entsteht eine große Anzahl fehlerhafter Produkte. In schweren Fällen kann es dazu kommen, dass sich das Messer verfängt.
Um die oben genannten Probleme zu lösen, muss eine neue Ausgleichskraft in die Zufuhrwelle des Pelletierers eingeführt werden, die die Kraft auf den Vorschub oder Rückzug des Schneiders sofort und effektiv berechnen und kompensieren kann und andererseits die Antriebskraft ausgleichen kann das Vorschubsystem entsprechend den Kraftbedingungen des Fräsers unter verschiedenen Arbeitsbedingungen, so dass der Fräser immer einen leicht positiven Druck-Arbeitszustand auf der Schablone beibehält, was nicht nur die Produktqualität verbessern, sondern auch den Verlust von Verschleißteilen reduzieren kann, und Gleichzeitig wird die Anzahl der Geräteausfallabschaltungen reduziert.
Durch die Kraftanalyse des Vorschubs muss, um eine ausgeglichene Kraft auf den Fräser sicherzustellen, eine umgekehrte Kraft zum Fräservorschubsystem hinzugefügt werden, was durch Hinzufügen eines zusätzlichen Rückzugs erreicht wird.
3 Vor-Ort-Verbesserung des Hydraulikölsystems für den Werkzeugrückzugsausgleich
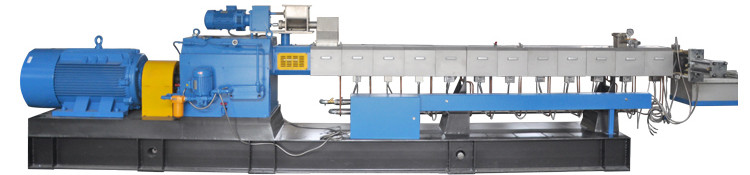
Die spezifische Verbesserungsmethode besteht darin, zwei Messerrückzieher auf beiden Seiten des Pelletisiererkörpers zu installieren. Installieren Sie ein Messerrückzug-Ausgleichssystem unter der Einheit, schließen Sie das System an die Instrumentenluft als Stromquelle an und fügen Sie eine Druckdifferenzanzeige mit Fernübertragung zwischen dem Hydraulikölkreislauf des Zuführers und dem Hydraulikölkreislauf des Messerrückholers hinzu. Führen Sie den Hydrauliköldruck des Vorschubs, den Hydrauliköldruck des Messerrückziehers, die Druckdifferenz und andere Signale in den Schaltschrank des Instruments ein und konfigurieren und installieren Sie sie im Steuersystem der Einheit. Der Vorschub und der Messerrückzieher werden über das pneumatische Steuerventil gesteuert und das Steuersignal wird in den Schaltschrank des Instruments eingespeist. Zu diesem Zeitpunkt sind alle Geräte installiert.
4 Automatische Anpassung des Öldrucks im Werkzeugrückzugsausgleichssystem
Nach dem Filtern und Reduzieren des Drucks wird die Instrumentenluft von etwa 0,2 MPa dem Hydraulikölzylinder zugeführt. Der Luftdruck im Hydraulikölzylinder wird zunächst über den Dämpfungsregler eingestellt. Zu diesem Zeitpunkt drückt die Instrumentenluft den Kolben des Hydraulikölzylinders, um Arbeit zu verrichten, und liefert das Hydrauliköl an den Retraktor. Der dem Aufroller zugeführte Hydrauliköldruck kann am Ausgangswert des Drucksensors abgelesen werden.
Der Messerrückzieher wird mit Befestigungsschrauben am Träger des Granulatorgehäuses befestigt. Wenn das Hydrauliköl in den Messerrückzieher eintritt, wird die Feder des Messerrückziehers zusammengedrückt, um eine Kraft auf die Vorschubwelle in entgegengesetzter Richtung zur Vorschubwelle auszuüben. Das Differenzdruckmanometer mit Fernsignal entnimmt Druck von einem Punkt der Hydraulikölleitung des Messereinzugs an einem Ende und entnimmt Druck von einem Punkt der Hydraulikölleitung des Messereinzugs am anderen Ende. Das Differenzdruckmessgerät kann den Differenzdruckwert der beiden Druckpunkte genau messen und an das Steuersystem übermitteln. Das Steuersystem trifft Entscheidungen auf der Grundlage des erfassten Differenzdrucksignals. Wenn der Differenzdruckwert zu hoch oder zu niedrig ist, kann dies den Gerätealarm und den Verriegelungsschalter auslösen.
Der Bediener kann den Druckdifferenzwert von der Bedienstation abrufen und den Messeröldruck-Einstellwert des Zuführers und des Retraktors rechtzeitig entsprechend dem Schmelzindex des Produktionsharzes, der Temperatur des Extrusionsabschnitts und der Produktionslast anpassen , um sicherzustellen, dass die Druckdifferenzanzeige der Zufuhrwelle der Einheit dem angegebenen Wert entspricht.
Die spezifische Betriebsmethode ist: Wenn der Druckdifferenzwert zunimmt, bedeutet dies, dass der Druck des Harzmaterials auf die Zufuhrwelle abnimmt. Zu diesem Zeitpunkt erhöht sich der Druck der Vorschubwelle auf die Schablone. Der Hydrauliköldruck des Ejektors muss synchron erhöht werden, um den Druck der Vorschubwelle auszugleichen, damit die Druckdifferenz auf den ursprünglichen Druckdifferenzwert reduziert wird und die umgekehrte Einstellung abgeschlossen ist; Wenn der Druckdifferenzwert abnimmt, bedeutet dies, dass die Rückkraft des Harzmaterials auf die Vorschubwelle zunimmt. Zu diesem Zeitpunkt muss der Hydrauliköldruck des Ejektors rechtzeitig reduziert werden, um die Druckdifferenz auf den ursprünglichen Wert zu erhöhen und die Vorwärtseinstellung abzuschließen. Wenn der Druckdifferenzwert plötzlich auf den Verriegelungswert ansteigt oder abfällt, kann dies auch die Verriegelungsabschaltung des Extrusionsabschnitts der Einheit auslösen, um sicherzustellen, dass sich die Vorschubwelle aufgrund des Messerauswurfs nicht mit dem Material verfängt Der Fräser und die Schablone werden nicht durch übermäßigen Druck beschädigt.
Das verbesserte Zufuhrsystem hat die Anzahl der Geräteabschaltungen deutlich reduziert und die Fähigkeit der Anlage verbessert, über einen langen Zeitraum reibungslos zu funktionieren. Die Online-Probenahme und Analyse der fertigen Partikel vor und nach der Verbesserung zeigte, dass das Erscheinungsbild der Partikel im Vergleich zu zuvor deutlich verbessert wurde.
NANJING HAISI ist ein professioneller Hersteller von Kunststoffextrudern. Wir liefern Doppelschneckenextruder, Einschneckenextruder, Kunststoffrecyclingextruder, Zweistufenextruder, Extruder im Labormaßstab, Misch- und Zuführmaschinen, Kühl- und Pelletiermaschinen, Zerkleinerungsmaschinen und so weiter.