Anzahl Durchsuchen:0 Autor:Site Editor veröffentlichen Zeit: 2023-10-05 Herkunft:Powered
Wir kennen TPE-Materialien bereits als Compound iInhaltsstoffe, zu denen hauptsächlich SEBS/SBS, Kunststoffe, Füllöl, Füllstoffe und andere Additive gehören.Verwandte Materialien wie SEBS sind thermoplastisch und verfügen über hervorragende Verarbeitungseigenschaften, darunter ein wichtiges Verarbeitungsverfahren – die „Granulierung“.
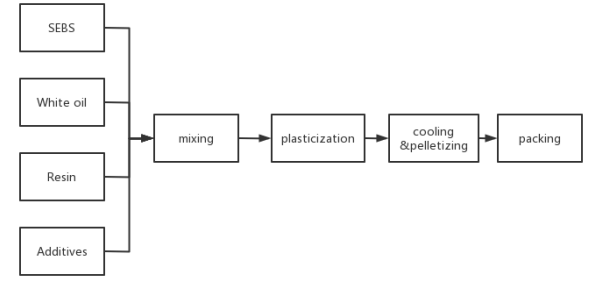
Grundlegender Prozess der Granulierung
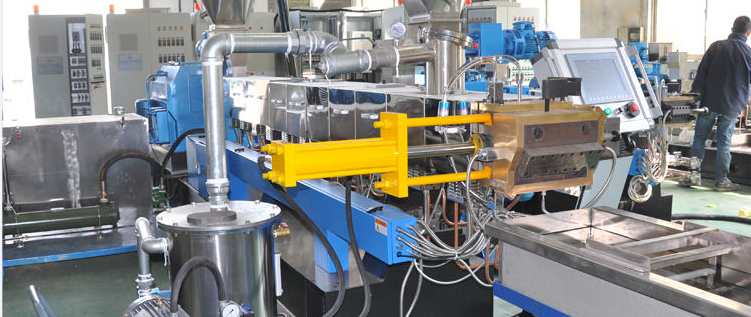
Vor der Verarbeitung und Granulierung ist eine komplette Granulierausrüstung erforderlich, nämlich die TPE/TPR-Granulierungsproduktionslinie.Zu den Grundkomponenten gehören Mischgeräte, Plastifizierungsgeräte, Kühlgeräte, Granuliergeräte und Chargenmischgeräte.


TPE/TPR-Materialien verwenden unterschiedliche Pelletierungsmethoden, um den unterschiedlichen Plastifizierungs- und Granulierproduktionslinien zu entsprechen.
Derzeit gibt es hauptsächlich zwei Arten: Kaltschneiden und Heißschneiden.
1. Kaltschneidemethode
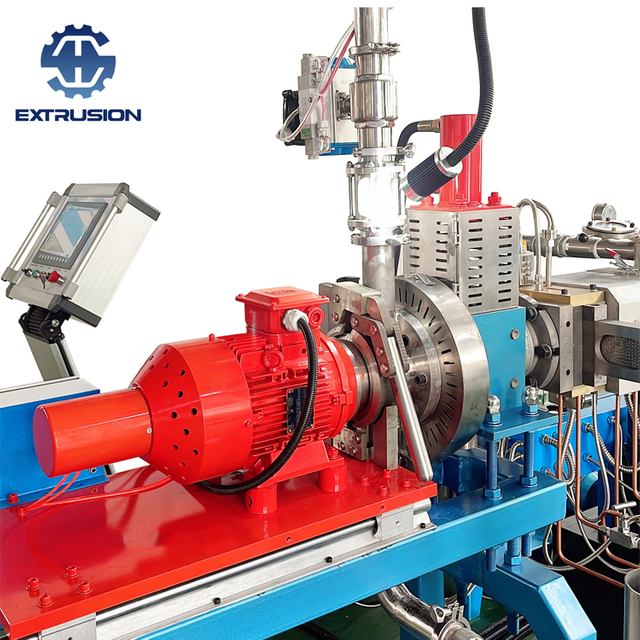
Doppelschneckenextrusion und Kaltschneiden sind die gebräuchlichsten Granulierungsmethoden für thermoplastisches TPE, und die Ausrüstung und das Verfahren sind relativ einfach.Das Material wird durch den Extruder plastifiziert und zu Rundstäben extrudiert.Nachdem die Rundstäbe luft- oder wassergekühlt sind, werden sie durch einen Pelletierer in zylindrische Partikel geschnitten.
2. Heißschneidemethode
1) Heißflächenschneiden mit Luftkühlung.Platzieren Sie den rotierenden Schneider fest gegen die Schablone des Maschinenkopfs, um das extrudierte heiße Rundstangenmaterial in Pellets zu schneiden.Um ein Anhaften der Partikel zu verhindern, werden die Pellets durch Einblasen kalter Luft in die Pelletierhaube gekühlt.
2) Unterwasserpelletierung.Eine neue Technologie zur TPE-Granulierung.Maschinenkopf und Schneidwerk arbeiten im zirkulierenden Warmwasser.
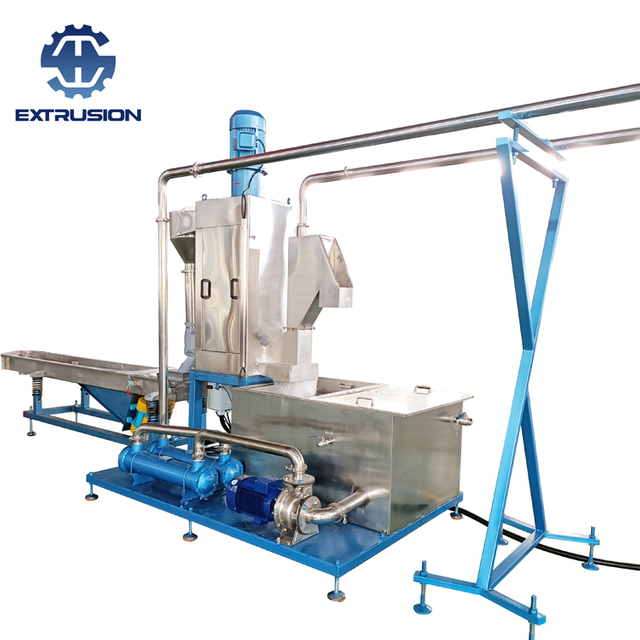
Zu den gängigen Produktionslinien für die Pelletierung von TPE/TPR gehören die „Strangpelletierung“, die „Unterwasserpelletierung“ und die „Wasserringpelletierung“.
Die Partikel sind im Allgemeinen zylindrisch und die Anlage zur Strang-Kaltgranulierung besteht aus einem Granulierdüsenkopf, einem Kühlwassertank, einem Stranggranulator, einem Luftgebläse usw.

Die Partikel haben eine kugelförmige oder elliptische Form.Beim Extrudieren beginnen sie zu pelletieren und quellen auf.Es besteht hauptsächlich aus einem Unterwasser-Pelletierkopf, einem Warmwasserzirkulationssystem, einem Trennsystem, einer Siebvorrichtung usw.

Die Partikel haben eine elliptische Form.Es besteht aus einem Wasserring-Granulierkopf, einem Warmwasserzirkulationssystem, einem Trennsystem, einem Siebsystem und anderen Teilen, die der vorherigen Unterwassergranulierung ähneln.

Nanjing Haisi Extrusion Equipment Co., Ltd. kann Doppelschneckenextruder und Zusatzgeräte entsprechend Ihren Anforderungen anpassen.
Wenn Granulationsunternehmen qualifizierte Produkte erhalten möchten, ist neben Rezepturen und Ausrüstung auch die Verarbeitungstechnologie ein wesentlicher Einflussfaktor.Geeignete Prozesse können die Leistung von Partikeln fördern und umgekehrt die Leistung verschiedener Aspekte des Materials verringern.
1. Temperatur
Die Temperatur hat einen erheblichen Einfluss auf die TPE-Extrusionsleistung: Sie kann die Schmelzviskosität verringern, die Fließfähigkeit der Schmelze verbessern, den Stromverbrauch des Extruders senken und die Schneckengeschwindigkeit entsprechend erhöhen, ohne den Plastifizierungseffekt der Materialmischung zu beeinträchtigen, was zur Verbesserung der Festigkeit, Helligkeit und Transparenz beiträgt des Endprodukts.Wenn die Schmelzetemperatur jedoch zu hoch ist, kommt es beim extrudierten Barren leicht zu einem Eigengewichtsdurchhang, was zu einer ungleichmäßigen Längswanddicke des Barrens führt.
Einstellung der Extrudertemperatur: Unter der Voraussetzung, dass der glatte und gleichmäßige Barren extrudiert werden kann, ohne das Übertragungssystem zu überlasten, sollte eine möglichst niedrigere Heiztemperatur verwendet werden, um sicherzustellen, dass der Barren eine hohe Schmelzfestigkeit aufweist.
2. Schmelzedruck
Der Schmelzedruck des Maschinenkopfes sollte gleichmäßig sein.Durch entsprechende Erhöhung des Schmelzedrucks im Extruder kann das Material gleichmäßig gemischt und die Leistung des Vorformlings und des Endprodukts stabilisiert werden.Zur Kontrolle des Schmelzextrusionsdrucks kann im Austragsbereich des Extruders ein Schmelzedruckmessgerät eingebaut werden.
3. Fördergeschwindigkeit der Schmelze
Wenn die Schmelze-Fördergeschwindigkeit groß ist, extrudiert der Extruder eine große Menge und die Schmelze-Fördergeschwindigkeit wird verbessert, was das Phänomen des Eigengewichtsdurchhangs des Vorformlings verbessern und die Wandstärke des Vorformlings erhöhen kann.
4. Weitere Details zur Prozesssteuerung
Aus den oben genannten Granulationsmethoden können wir erkennen, dass es drei Hauptmethoden zur TPE/TPR-Granulierung gibt. Zusätzlich zur oben genannten Steuerung der Extrudertemperatur, der Schneckengeschwindigkeit und des Schmelzdrucks verfügen verschiedene Schneidmethoden über entsprechende Steuerverbindungen.Es ist auch notwendig, die Kühlwassertemperatur, das Umlaufkühlsystem, die Zuggeschwindigkeit, die Pelletiergeschwindigkeit usw. zu kontrollieren, um umfassend qualifizierte Produkte herzustellen.