Anzahl Durchsuchen:0 Autor:Site Editor veröffentlichen Zeit: 2025-05-12 Herkunft:Powered
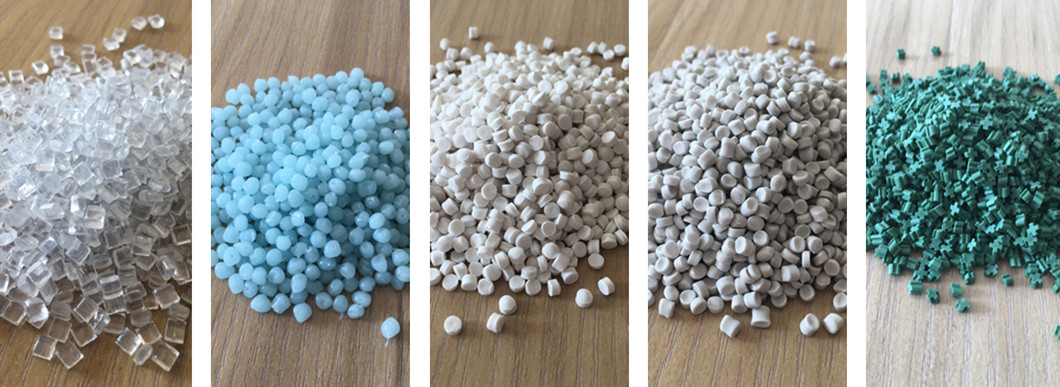
Mit zunehmend intensivem Marktwettbewerb, einheitliche Pelletgröße und minimale defekte Formen sind zu Schlüsselindikatoren für die Produktqualität geworden. Infolgedessen ist die Kontrolle des externen Erscheinungsbilds von Plastikpellets kritischer denn je.
In der realen Produktion ist ein häufiges Problem bei Unterwasserpelletizern die Pellet -Rückkehr: Nachdem die Polyesterstränge vom Pelletizer geschnitten werden, gehen einige Pellets durch die rotierenden und stationären Klingen und werden dann von den vorderen und hinteren Traktionsrollen zur Flussführerplatte zurückgezogen. Diese Pellets werden dann durch Wasser wieder gespült, wobei ein zweites Schneiden durchläuft, was zu unregelmäßig geformten Pellets und Geldbußen führt, was letztendlich die Gesamtproduktqualität verringert. Die Analyse zeigt, dass die Pelletrendite durch Faktoren wie Überlauf- und Sprühwasser -Rückfluss, Sprühdurchfluss unter den Wassertransportklingenhalter, die Vermittlung von Wassertemperatur und Flussrate, Rechswinkel und Abstand zwischen Traktionswalzen vermittelt wird.
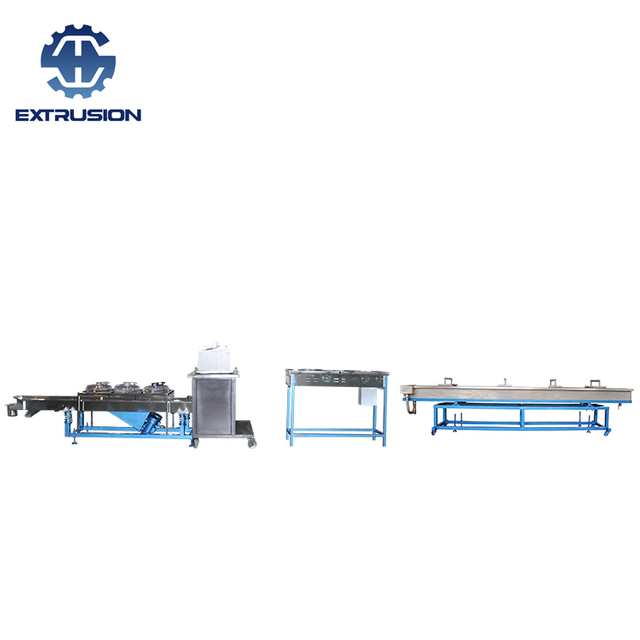
Pelletizer -Systemübersicht
Der Pelletizer besteht aus einer Schneidkammer, einem Strangkopfkopf, einer Startplatte, einer Führungsplatte, einem Trockner und einer vibrierenden Leinwand. Während des Betriebs wird das geschmolzene Polymer in den Strangstabkopf gepumpt und in Stränge extrudiert, die entlang einer Führungsplatte nach unten fließen. Die Stränge werden zuerst durch Überlaufwasser abgekühlt und dann durch Sprühwasser weiter abgekühlt, um die Oberfläche schnell zu härten, um ein besseres Schneiden zu erhalten. Wenn sie sich der Schneidkammer nähern, recirculiert etwas Überlauf und Sprühen von Wasser durch einen Plattenkondensator in den Kühltank zur Wiederverwendung. Das verbleibende Wasser trägt die Stränge in die Schneidkammer, wo sie vorne und hintere Traktionswalzen in die rotierenden und stationären Klingen zum Schneiden versorgen.
Das Vermitteln von Wasser tritt durch eine Düse ein und wird in zwei Bäche aufgeteilt: Einer spült die Klingen, um die Kühlung und Reinigung zu verbessern, während der andere Strom die geschnittenen Pellets nach unten zum Trockner transportiert, gefolgt von Dehydration, Screening und Verpackung.
Faktor 01: Überlauf und Sprühwasser -Rückfluss
Wenn der Überlauf- und Sprühwasser -Rückfluss vor dem Erreichen der Schneidkammer zu stark ist, fällt die Kühlungseffizienz aufgrund des verringerten Wasserkontakts entlang der Führungsplatte ab. Dies führt zu einer Temperatur des Strangtemperatur, einem schlechten Schneiden, Klingenkleben und letztendlich Pellet -Rückkehr.
Lösung: Rückflussrate reduzieren. Ursprünglich mit einem 50 -mm -Returnrohr mit einer 15 -mm -Halsdichtung ausbilden, gleicht sich der Rückfluss und den Kühlwassergehalt effektiv aus, wodurch die Pellet -Rendite erheblich reduziert wird.
Faktor 02: Sprühdurchfluss unter Wasserklingenhalter Sprühen
Unter normalen Bedingungen spaltet sich das Wasser in zwei Bäche: Man spült die Schneidklingen und Pellets, um eine rechtzeitige Entfernung und Kühlung zu gewährleisten; Die anderen transportiert Pellets nach unten.
Problem: Wenn die Sprühdüse blockiert oder falsch ausgerichtet ist oder wenn die Ventilöffnung zu klein ist, hindert der unzureichende Wasserdruck, dass die Pellets rechtzeitig von der Klinge gespült werden. Sie können sich mit der sich bewegenden Klinge drehen und später abfallen, was zu einem sekundären Schnitt führt.
Faktor 03: Wassertemperatur und Durchflussrate
Das transportierende Wasser spielt eine entscheidende Rolle bei der Pelletkühlung. Während der Extrusion haben die Polyesterstränge hohe innere Temperaturen. Während die äußere Oberfläche durch Überlauf und Sprühwasser abgekühlt wird, bleibt der innere Kern geschmolzen.
Eine zu hohe Wassertemperatur → geschmolzenes Zentrum verfestigt sich nicht in der Zeit → klebrige Pellets → an Blättern → Pelletrückgabe.
Zu niedrige Wassertemperatur → übermäßige Härtung → spröde Pellets → Erhöhte Werkzeugverschleiß und mehr Geldbußen.
Empfehlung:
Winter: Wassertemperatur bei 32–34 ° C
Sommer: Wassertemperatur bei 30–32 ° C
Beibehalten des Wasserflusses bei etwa 15 m³/h
Faktor 04: Blatt -Back -Rechenwinkel
Ein aktueller Befund zeigt, dass das Ersetzen der Klinge die Lösung von Pellet -Return -Problemen löst. Dies liegt daran, dass der Klingenlieferant oft die Kante beruht und die Vorder- und Rückwinkel der Klinge korrigiert. Der hintere Rechenwinkel wirkt sich erheblich auf die Schnittleistung aus. Wenn der Rückenwinkel der Klinge falsch ist oder einige Klingenzähne abgenutzt sind, löst sich Pellets möglicherweise nicht richtig, drehen Sie sich mit der Klinge und kehren Sie dann zurück.
Die Pelletrendite kann somit als Indikator für Klingenverschleiß und Leistung dienen.
Faktor 05: Abstand zwischen vorderen und hinteren Traktionswalzen
Der Strang wird hauptsächlich durch Reibung von vorderen und hinteren Rollen in die Schneidkammer versetzt. Für die ordnungsgemäße Pelletisierung müssen die Rollen einen ausreichenden Druck auf den Strang ausüben. Wenn die Rollenlücke zu groß ist, kann der Strang stetig schwärmen oder nicht füttern, was zu ungleichmäßigen Pellets und sekundärem Schnitt führt.
Empfehlung:
Beibehalten der Rollenlücke bei 1,2 bis 2,0 mm
Stellen Sie sicher, dass die Lücke kleiner ist als die Strangdicke abzüglich der Drucktiefe.
Wenn die Pelletgröße ungleichmäßig ist oder lange Streifen und unregelmäßige Formulare enthält, prüfen Sie, ob der Rollenabstand zu breit ist. Wenn die Pelletgröße gleichmäßig ist, ist der Rollabstand möglicherweise nicht die Ursache.
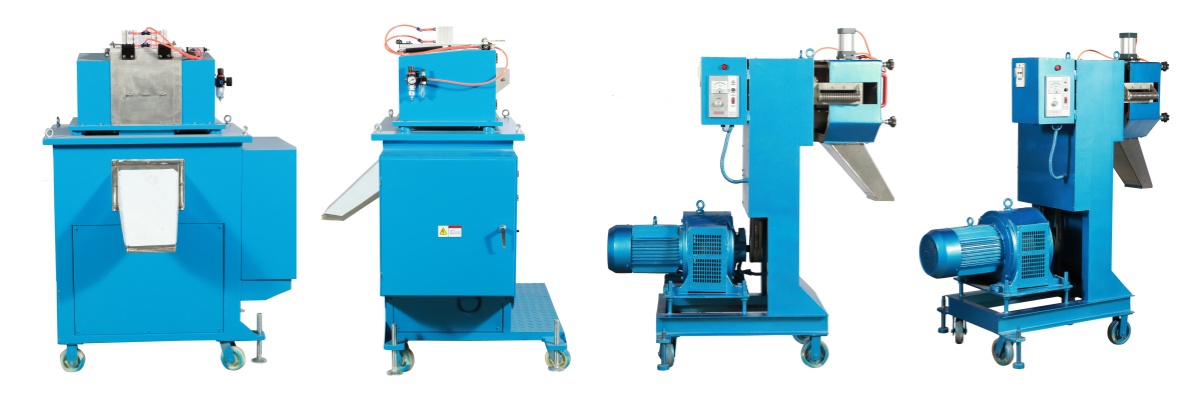
Nanjing Haisi ist professioneller Hersteller von Plastikpelletizer, wir liefern eine Twin -Schrauben -Extrusionslinie, eine Einzelschrauben -Extrusionslinie, eine Plastikrecycling -Extrusionslinie, die zweistufige Extrusionslinie, die Extrusionslinie, Misch- und Fütterungsmaschine, Kühl- und Pelletisierungsmaschine, Quetschmaschine und so weiter.