Anzahl Durchsuchen:0 Autor:Site Editor veröffentlichen Zeit: 2025-12-25 Herkunft:Powered
Die Doppelschneckenextrusion ist ein Kernprozess in der Polymerverarbeitung und -compoundierung. Die Stabilität des Betriebs und die Qualität des Endprodukts hängen stark von einer präzisen Prozesskontrolle ab – wobei die Temperaturkontrolle der kritischste Faktor ist.
Aufgrund unterschiedlicher Extrudermodelle, Schneckenkonfigurationen und Materialformulierungen werden optimale Verarbeitungsbedingungen in der Regel durch Langzeittests und Betriebserfahrung ermittelt. Dieser Artikel beschreibt die wichtigsten temperaturbezogenen Parameter bei der Doppelschneckenextrusionsverarbeitung und hilft Herstellern, Effizienz, Stabilität und Produktqualität zu verbessern.
1. Temperaturdesign des Extrusionsprozesses
Das Extrusionstemperaturprofil muss mehrere Faktoren berücksichtigen. Der primäre Bezugspunkt ist die höchste Schmelztemperatur aller Materialkomponenten.
Beispielsweise hat bei der Herstellung von Polypropylen-Masterbatches (PP) der PP-Träger den höchsten Schmelzpunkt bei etwa 170 °C, daher werden die Temperaturen in der Zylinderzone typischerweise um diesen Wert herum ausgelegt. Heizmethoden wirken sich auch auf die Temperatureinstellungen aus – elektrische Widerstandsheizung erfordert normalerweise höhere Temperaturen als elektromagnetische Induktionsheizung, die energieeffizienter ist.
Die Extrusionstemperatur hängt auch eng mit der Extrudergröße und der Produktionsrate zusammen. Eine höhere Leistung erfordert mehr Wärmeenergie, um Materialien zu erweichen und zu schmelzen. Die Temperaturzoneneinteilung sollte auf der Grundlage der Förder- und Scheranforderungen gestaltet werden:
Höhere Temperatur → geringere Schmelzviskosität → geringere Scherkraft
Niedrigere Temperatur → höhere Viskosität → höhere Scherkraft
Bei der Anpassung der Prozesstemperaturen müssen stets die Rheologie- und Viskositätseigenschaften des Materials berücksichtigt werden.
2. Regelung der Futterhalstemperatur
Das Hauptziel der Temperaturregelung im Einzugsschacht besteht darin, zu verhindern, dass Material an der Schnecke anhaftet, was zu einer Störung der Zufuhr führen kann.
Um ein frühes Schmelzen und eine effektive Scherverteilung zu fördern, sollte die Temperatur der Einzugszone so nah wie möglich am Schmelzpunkt des Trägerharzes eingestellt werden, ohne dass es zu einer Schneckenhaftung kommt. In Formulierungen, die nur geringe Mengen niedrig schmelzender Zusatzstoffe enthalten, hat ein leichtes Schmelzen keinen wesentlichen Einfluss auf die Fütterung.
Formulierungen, die reich an Komponenten mit niedrigem Molekulargewicht sind, können jedoch aufgrund der Wärmeübertragung aus nachgeschalteten Zonen leicht schmelzen, was zu Materialbrücken und einer Verstopfung der Zufuhr führt. Daher:
Halten Sie die Einzugszone während des Startvorgangs auf einer niedrigeren Temperatur
Gegebenenfalls Kühlung aktivieren
Reduzieren Sie bei Bedarf die Temperatur nach dem Start, um ein Durchrutschen der Schnecke und einen Förderausfall zu verhindern
3. Temperaturmanagement am Entlüftungsanschluss
Die Temperaturen der Entlüftungsöffnungen werden normalerweise etwas niedriger eingestellt, um ein Austreten von Schmelze oder Materialaustritt aus der Entlüftungsöffnung zu verhindern. Dies wird typischerweise durch die Koordinierung der Temperaturen der vor- und nachgelagerten Zylinderzonen erreicht.
Bei gut optimierten Prozessen mit stabilem Fluss, guter Dispersion und niedrigem Schmelzedruck sind Temperatureinstellungen in der Entlüftungszone möglicherweise nicht kritisch. Allerdings bleibt die Entlüftungstemperatur ein wichtiger Parameter bei der Verarbeitung von Materialien mit hohem Gehalt an flüchtigen Bestandteilen.
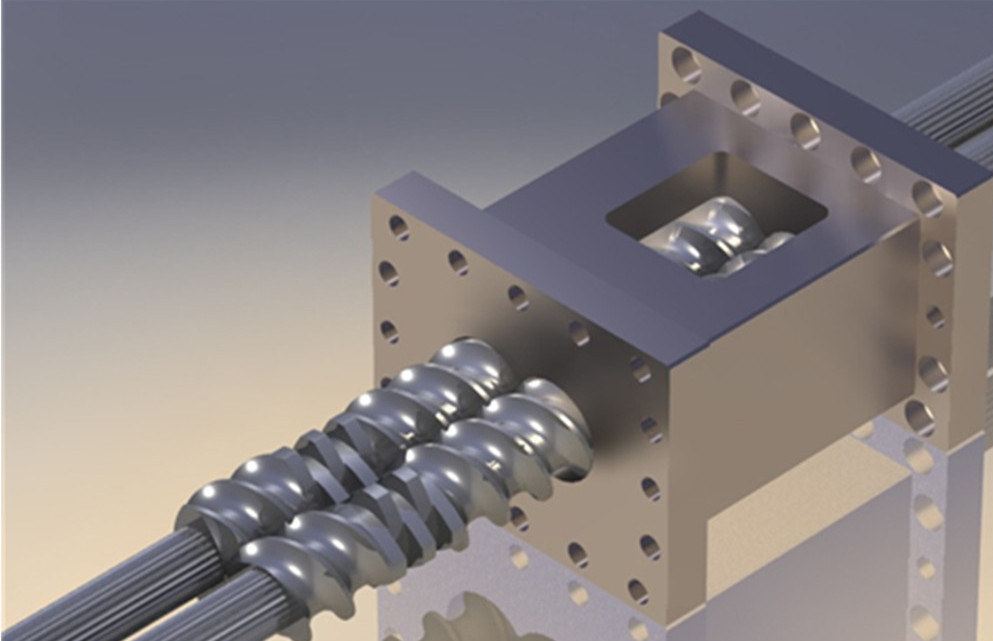
4. Temperaturregelung im Mischbereich
Der Mischbereich ist die Kernzone für die Masterbatch- und Compound-Herstellung, in der die Qualität der Pigmentdispersion bestimmt wird.
Die Scherkraft wird stark von der Temperatur beeinflusst:
Zu hohe Temperatur → niedrige Viskosität → schwache Scherung → schlechte Dispersion
Mäßig niedrigere Temperatur → höhere Viskosität → stärkere Scherung → verbesserte Dispersion
In der Praxis überwachen erfahrene Bediener häufig den Hauptmotorstrom, um die Temperatur der Mischzone fein abzustimmen, da sich die Scherintensität direkt auf den Energieverbrauch auswirkt.
5. Einstellung der Düsenkopftemperatur
Wenn die Schmelze aus dem Zylinder austritt und zur Pelletierung in den Düsenkopf gelangt – sei es durch Wasserring- oder Stranggranulierung –, ist normalerweise eine etwas niedrigere Temperatur erforderlich.
Bediener sollten die Strangaustrittstemperatur überwachen und sie mit der Schmelzetemperatur im Zylinder vergleichen. Darüber hinaus spielt bei Systemen, die mit kontinuierlichen Siebwechslern ausgestattet sind, die Düsenkopftemperatur eine entscheidende Rolle für die Schmelzviskosität und die Fließstabilität während des Siebwechsels.
6. Steuerung der Vorschubgeschwindigkeit
Die Vorschubgeschwindigkeit bestimmt direkt die Leistung. Unter stabilen Bedingungen entspricht der Extrusionsdurchsatz der Vorschubgeschwindigkeit.
Erhöhung der Vorschubgeschwindigkeit → höhere Materialbelastung → indirekte Temperaturreduzierung
Abnehmende Vorschubgeschwindigkeit → indirekte Temperaturerhöhung
Anpassungen der Zufuhrgeschwindigkeit beeinflussen die Dispersionsqualität und die allgemeine Prozessstabilität und müssen daher mit einer ganzheitlichen Sicht auf Produktqualität und Produktionskonsistenz optimiert werden.
7. Schneckengeschwindigkeit (Hauptmotorgeschwindigkeit)
Die Schneckengeschwindigkeit beeinflusst hauptsächlich die Scherintensität und die Dispersionseffizienz. Bei konstanter Fördergeschwindigkeit wirken sich Änderungen der Schneckengeschwindigkeit nur vorübergehend auf die Leistung aus.
Produkte mit hoher Scherung erfordern eine höhere Schneckengeschwindigkeit
Formulierungen mit geringer Scherung erfordern eine niedrigere Schneckengeschwindigkeit in Kombination mit einer optimierten Temperaturkontrolle
Betreiben Sie den Extruder immer innerhalb der maximal zulässigen Geschwindigkeit und halten Sie einen Sicherheitsspielraum ein, um die Ausrüstung zu schützen.
8. Überwachung des Schmelzedrucks
Der Schmelzedruck wird typischerweise unter 1 MPa gehalten und spiegelt mehrere Prozessvariablen wider, darunter:
Siebmaschenweite
Dispersionsqualität
Schmelztemperatur und Viskosität
Kleinere Siebmaschen, schlechte Dispersion oder niedrige Viskosität führen im Allgemeinen zu einem höheren Druck. Der Schmelzedruck sollte als Referenzindikator und nicht als alleiniger entscheidender Parameter verwendet werden.
9. Konfiguration und Austausch des Bildschirmpakets
Siebpakete sorgen für Filtration und erhöhen den Schmelzerückfluss, um die Scherung zu verbessern. Die richtige Auswahl und Austauschhäufigkeit sollte auf den Produktanforderungen und Qualitätsstandards basieren.
10. Umweltaspekte bei der Doppelschneckenextrusion
Zu den wichtigsten Umweltschwerpunkten gehören:
Staubkontrolle am Einfüllstutzen
Gasemissionen aus Entlüftungsöffnungen und Düsenkopf
Kühlwasseraufbereitung und -recycling
Effektive Sammel-, Filter- und Entsorgungssysteme sind für einen konformen und nachhaltigen Betrieb unerlässlich.
Abschluss
Die Temperatur ist während des gesamten Doppelschneckenextrusionsprozesses die zentrale Variable und eng mit der Fördergeschwindigkeit, der Schneckengeschwindigkeit und dem Schmelzedruck verknüpft. Zusammen bestimmen diese Parameter das Schmelzen, Fördern, Dispergieren, Entgasen und endgültige Formen des Materials.
Ein stabiler, qualitativ hochwertiger Doppelschneckenextrusionsprozess hängt von einer systematischen, präzisen und globalen Temperaturregelung ab, die durch eine koordinierte Anpassung aller zugehörigen Prozessparameter unterstützt wird.

Nanjing Haisi ist professioneller Hersteller von Plastik -Extruder -Maschine, wir liefern einen Twin -Schrauben -Extruder, einen Einzelschrauben -Extruder, einen Plastikrecycling -Extruder, zweistufige Extruder, Extruder, Misch- und Fütterungsmaschinen, Kühl- und Pelletisierungsmaschine, Quetschmaschine und so weiter.