Anzahl Durchsuchen:1 Autor:Site Editor veröffentlichen Zeit: 2026-03-19 Herkunft:Powered
Die Herstellung von Kunststoffpellets erfordert eine strenge Kontrolle der Rohstoffvorbereitung, der Verarbeitungsparameter, des Gerätebetriebs und der Qualitätsprüfung. Das richtige Management dieser Faktoren gewährleistet eine stabile Pelletqualität, eine hohe Produktionseffizienz und eine langfristige Anlagenzuverlässigkeit. Nachfolgend sind die wichtigsten Aspekte aufgeführt, die Hersteller bei der Herstellung von Kunststoffpellets überwachen müssen.

1. Vorbehandlung des Rohmaterials
Die richtige Rohstoffvorbereitung ist die Grundlage einer stabilen Pelletproduktion und wirkt sich direkt auf die Qualität des Endprodukts aus.
Materialsortierung und Kontaminationskontrolle
Rohstoffe müssen sorgfältig sortiert werden, um Metallfragmente, Sand, Textilfasern und andere Verunreinigungen zu entfernen. Verunreinigungen können Schnecken, Zylinder und Matrizen schwer beschädigen und sich negativ auf die Pelletleistung auswirken. Verschiedene Kunststoffqualitäten und Polymertypen sollten getrennt verarbeitet werden, um Kreuzkontaminationen und inkonsistente Materialeigenschaften zu verhindern.
Anforderungen an die Materialtrocknung
Bei der Kunststoffgranulierung ist die Feuchtigkeitskontrolle von entscheidender Bedeutung. Beispielsweise sollte der Feuchtigkeitsgehalt von Polyethylen (PE) typischerweise unter 0,05 % gehalten werden. Überschüssige Feuchtigkeit kann Blasen, Oberflächenfehler und einen instabilen Schmelzfluss verursachen. Die Trocknung erfolgt in der Regel mit Industrietrocknern bei Temperaturen zwischen 80 °C und 100 °C für 2–4 Stunden, je nach Materialart und Feuchtigkeitsgehalt.
2. Steuerung der Extrusionsprozessparameter
Eine präzise Steuerung der Prozessparameter ist für das Erreichen eines gleichmäßigen Schmelzens, einer stabilen Extrusion und einer konsistenten Pelletgröße unerlässlich.
Temperaturprofileinstellungen
Die Extrusionstemperaturen sollten entsprechend den Polymereigenschaften wie Schmelzpunkt, Viskosität und thermische Stabilität angepasst werden. Am Beispiel von Polyethylen liegen die Zylindertemperaturen typischerweise zwischen 160 °C und 190 °C und steigen von der Einzugszone bis zum Düsenkopf allmählich an.
Zu niedrige Temperaturen können zu schlechter Plastifizierung und ungleichmäßigen Pellets führen.
Zu hohe Temperaturen können zum Polymerabbau, zur Karbonisierung oder zur Verfärbung führen.
Anpassung von Schneckengeschwindigkeit und Vorschubgeschwindigkeit
Die Drehzahl der Schnecke muss genau auf die Fördermenge abgestimmt sein. Eine Überdosierung kann zu Materialblockaden führen, während eine zu hohe Schneckengeschwindigkeit übermäßige Scherwärme erzeugen kann, was zu einer Polymerzersetzung und einer instabilen Schmelzqualität führt.
Stabile Schmelzedruckkontrolle
Die Aufrechterhaltung eines konstanten Düsenkopfdrucks ist von entscheidender Bedeutung. Große Druckschwankungen können zu ungleichmäßigen Pelletdurchmessern und einer instabilen Weiterverarbeitungsleistung führen.
3. Betrieb und Wartung der Ausrüstung
Um die Produktionsstabilität zu gewährleisten und die Lebensdauer der Maschine zu verlängern, sind der ordnungsgemäße Betrieb der Anlagen und die regelmäßige Wartung von entscheidender Bedeutung.
Inspektion beim Anfahren und Herunterfahren
Vor Beginn der Produktion sollten Bediener wichtige Komponenten wie Schnecken, Zylinder, Pelletierer und Kühlsysteme überprüfen. Alle Getriebeteile müssen ordnungsgemäß geschmiert sein. Nach Produktionsstopps müssen Restmaterialien im Zylinder und im Düsenkopf sofort gereinigt werden, um eine Verkohlung des Materials beim nächsten Start zu verhindern.
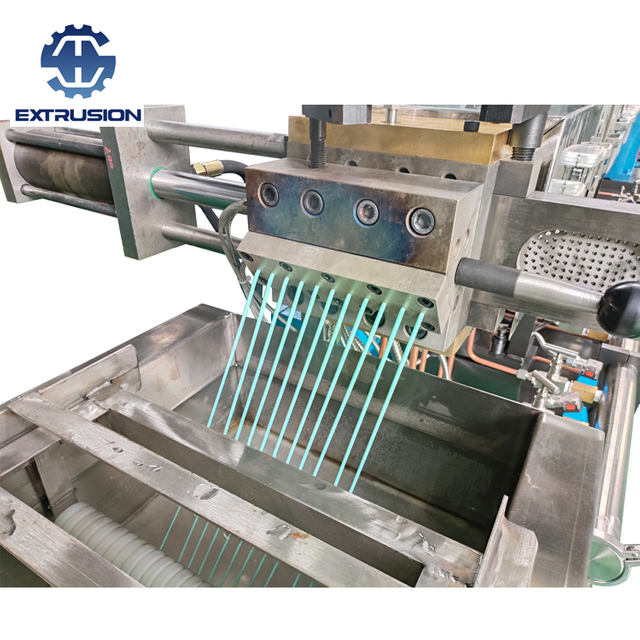
Steuerung der Pelletierung und Kühlung
Beim Pelletieren muss die Schnittgeschwindigkeit mit der Abzugsgeschwindigkeit synchronisiert werden, um eine gleichmäßige Pelletgröße sicherzustellen.
Bei der wassergekühlten Stranggranulierung sollte die Kühlwassertemperatur zwischen 20 °C und 30 °C kontrolliert werden, um eine schnelle Pelletverfestigung zu ermöglichen und ein Anhaften zu verhindern.
Bei luftgekühlten Heißschneidsystemen ist ein ausreichender Luftstrom erforderlich, um eine Verfärbung oder Verformung der Pellets zu vermeiden.
4. Qualitätskontrolle und Produktionssicherheit
Eine strenge Qualitätskontrolle und sichere Produktionspraktiken sind für die Aufrechterhaltung einer gleichbleibenden Pelletleistung und den Schutz der Arbeitnehmer unerlässlich.
Inspektion der Pelletqualität
Pellets sollten regelmäßig auf Aussehen und Maßhaltigkeit geprüft werden. Zu den wichtigsten Qualitätsindikatoren gehören:
Blasenfreie und verunreinigungsfreie Oberfläche
Einheitliche Farbe und einheitliche Form
Die Toleranz des Pelletdurchmessers liegt typischerweise bei ±0,5 mm
Darüber hinaus sollten regelmäßig Labortests wie Schmelzflussrate (MFR) und Dichtemessung durchgeführt werden, um zu überprüfen, ob die Pellets den Produktspezifikationen entsprechen.
Werkstattsicherheit und Umweltkontrolle
Produktionswerkstätten müssen über geeignete Belüftungs- und Staubentfernungssysteme verfügen, um die Ansammlung von Kunststoffstaub und potenzielle Sicherheitsrisiken zu verhindern. Bediener sollten beim Arbeiten mit Hochtemperaturmaschinen Schutzhandschuhe und Sicherheitsausrüstung tragen, um Verbrennungen und Verletzungen zu vermeiden.
Abschluss
Die Herstellung hochwertiger Kunststoffpellets erfordert eine umfassende Kontrolle der Materialvorbehandlung, der Extrusionsparameter, des Gerätebetriebs und der Qualitätsmanagementsysteme. Durch die Optimierung dieser zentralen Produktionsfaktoren können Hersteller die Pelletkonsistenz verbessern, Produktionsfehler reduzieren, die Betriebssicherheit erhöhen und eine zuverlässige Leistung bei der Weiterverarbeitung gewährleisten.

Nanjing Haisi ist professioneller Hersteller von Plastik -Extruder -Maschine, wir liefern einen Twin -Schrauben -Extruder, einen Einzelschrauben -Extruder, einen Plastikrecycling -Extruder, zweistufige Extruder, Extruder, Misch- und Fütterungsmaschinen, Kühl- und Pelletisierungsmaschine, Quetschmaschine und so weiter.