Anzahl Durchsuchen:0 Autor:Site Editor veröffentlichen Zeit: 2025-07-07 Herkunft:Powered
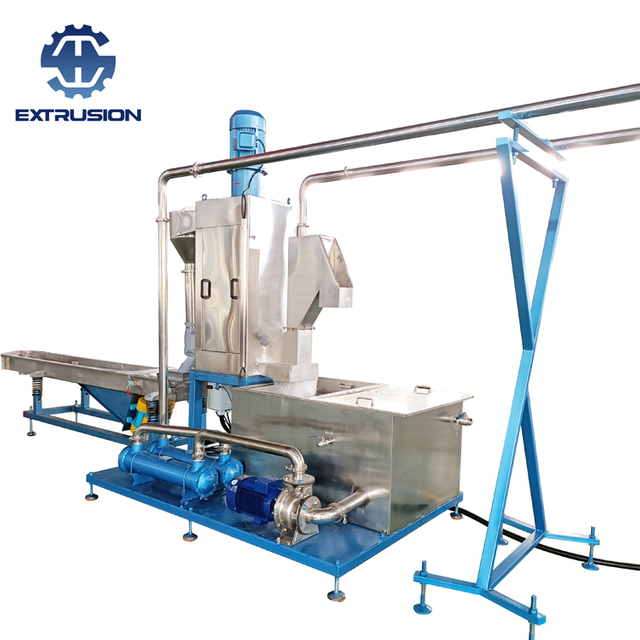
Die Unterwasserpelletisierung ist bei der Herstellung von Ingenieurpolymeren wie PET, Nylon und Polycarbonat immer beliebter geworden. Diese Polymere verfügen häufig über eine geringe Viskosität, schnelle Kühlraten oder hohe Schmelztemperaturen - Charakteristiken, die die Verarbeitung schwieriger machen.
Im Vergleich zur Pelletisierung von Strand bietet Unterwasserpelletisierung eine bessere Pelletqualität, höhere Automatisierung und niedrigere Betriebskosten. Bei der Verarbeitung sensibler Ingenieurharze ist das Risiko des Einfrierens des Lochs jedoch signifikant größer als bei Rohstoffharzen wie PE, PP oder PS.
Warum werden die Löcher blockiert?
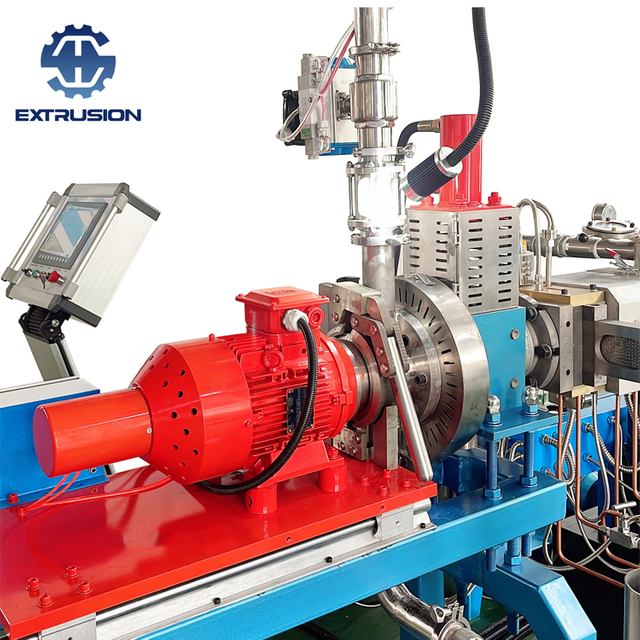
Unterwasserpelletizer verwenden typischerweise kreisförmige Stanze mit 10 bis 20 Löchern - oder sogar Hunderten -, die von der Systemgröße abhängig sind. Jedes Würfelloch mit einem Durchmesser von 0,125 Zoll (im Bereich von 0,01 bis 0,20 Zoll) liefert ungefähr 25–100 lb/h geschmolzenes Polymer. Der Schlüssel für eine erfolgreiche Unterwasserpelletisierung ist die Aufrechterhaltung eines konstanten Flusses von geschmolzenem Kunststoff durch die Würfellöcher bei Schmelztemperatur - trotz direkter Kontakt mit Kühlwasser.
Da die Würfel aus thermisch leitfähigem Metall bestehen, führt der unzureichende Schmelzfluss zu einer schnellen Abkühlung und einer potenziellen Polymerfestigkeit innerhalb der Löcher. Diese Blockade bleibt zunächst unbemerkt, verringert jedoch die Effizienz der Stanze, führt zu unregelmäßigen Pelletformen, verringert die Ausgabe und erzwingt schließlich die Abschaltung zur Reinigung.
Drei Hauptursachen für das Einfrieren des Lochs:
1. falsche Startsequenz
Die meisten Sterbchen -Gefrierungen ereignen sich während des Starts. Wenn das Harz fließt, bevor das Wasser die Matrize erreicht, kann Polymer extern verschmieren und Löcher blockieren. Umgekehrt kann das Wasser vor dem Harz fließt, und kann den Würfel schnell abkühlen und das Harz vorzeitig verfestigen. Die ordnungsgemäße Synchronisation des Polymerflusses, des Wasserflusses und des Schneiderbaus ist entscheidend.
Moderne Unterwasserpelletisierungssysteme verwenden die SPS -Automatisierung, um diese Sequenz mithilfe von Polymerdiverterventilen und Wasserbypass -Systemen genau zu steuern. Diese erweiterten Steuerelemente stellen sicher, dass Startup in Millisekunden auftritt, wodurch der Bedienerfehler minimiert wird.
2. Unzureichende Stempelheizung und Isolierung
Auch nach dem Start kann schlechtes Design zum Einfrieren führen. Die meisten Stanze werden mit Kartuschenheizungen oder thermischem Öl erhitzt. Kartuschenheizungen erhitzen oft ungleich, insbesondere die Außenlöcher, während das Zentrum kühler bleibt und es zum Einfrieren neigt-insbesondere mit schmalen Verfasser-Window-Harzen wie Nylon.
Wärmeölheizung bietet eine gleichmäßigere Wärmeverteilung und wird für Systeme mit hoher Ausgabe oder empfindlichen Materialien bevorzugt. Obwohl es teurer ist, wird es jetzt in mittelgroßen Systemen für eine bessere Temperaturkontrolle übernommen. Blockierte Ölventile können jedoch immer noch eine lokalisierte Kühlung und die Blockierung des Lochs verursachen.
Die Isolierung spielt auch eine wichtige Rolle. Traditionelle feste Isolierungsplatten können sich lösen, sodass Wasser dahinter sickern und abkühlen kann. Die Vakuum-Gap-Isolierung (Hohlstabendesign) bietet eine bessere, langfristige Wärmeisolierung und kann auf die meisten Systeme nachgerüstet werden.
3.. Prozessinstabilität und Ausgangsschwankungen
Der inkonsistente Polymerfluss ist eine weitere Hauptursache für das Einfrieren. Beispielsweise kann die Fütterung von recycelten Materialien mit geringer Schüttdichte zu Extruderflächen führen, was zu einem intermittierenden Fluss und einem zufälligen Einfrieren führt. Schmelpumpen helfen dabei, den Ausgang zu stabilisieren und einen konsistenten Drucklochdruck zu gewährleisten.
Ebenso können diskontinuierliche Schieber-Schild-Bildschirmwechsler Lufteinschluss und Durchflussunterbrechungen verursachen und die Würfellöcher einfrieren. Ein kontinuierlicher Bildschirmwechsler löst dies, indem ein Bildschirmersatz aktiviert wird, ohne den Prozess zu stören oder Luft zu fangen.
Schlussfolgerung: So reduzieren Sie die Reinigungsfrequenz
Um die Blockierung des Lochs zu verhindern und die Notwendigkeit einer häufigen Reinigung während der Unterwasserpelletisierung zu verringern:
Automatisieren Sie die Startsequenz, um das ordnungsgemäße Timing für Harz-, Wasser- und Cutter -Engagement sicherzustellen.
Optimieren Sie die Heizung und Isolierung der Sterbe, bevor Sie thermische Ölsysteme oder Vakuumisolierung bevorzugt werden.
Behalten Sie stabile Verarbeitungsbedingungen mit Schmelzpumpen und kontinuierlichen Bildschirmwechseln bei, um die Ausgangsschwankungen zu minimieren.
Durch die Konzentration auf diese drei Bereiche können die Hersteller die Zuverlässigkeit der Pelletisierung erheblich verbessern, Ausfallzeiten reduzieren und die Lebensdauer der Geräte verlängern.
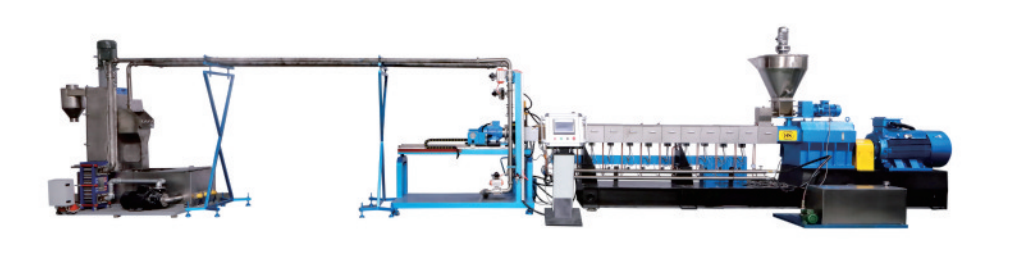
Nanjing Haisi ist professioneller Hersteller von Plastik -Extruder -Maschine, wir liefern einen Twin -Schrauben -Extruder, einen Einzelschrauben -Extruder, einen Plastikrecycling -Extruder, zweistufige Extruder, Extruder, Misch- und Fütterungsmaschinen, Kühl- und Pelletisierungsmaschine, Quetschmaschine und so weiter.