Anzahl Durchsuchen:0 Autor:Site Editor veröffentlichen Zeit: 2025-01-13 Herkunft:Powered
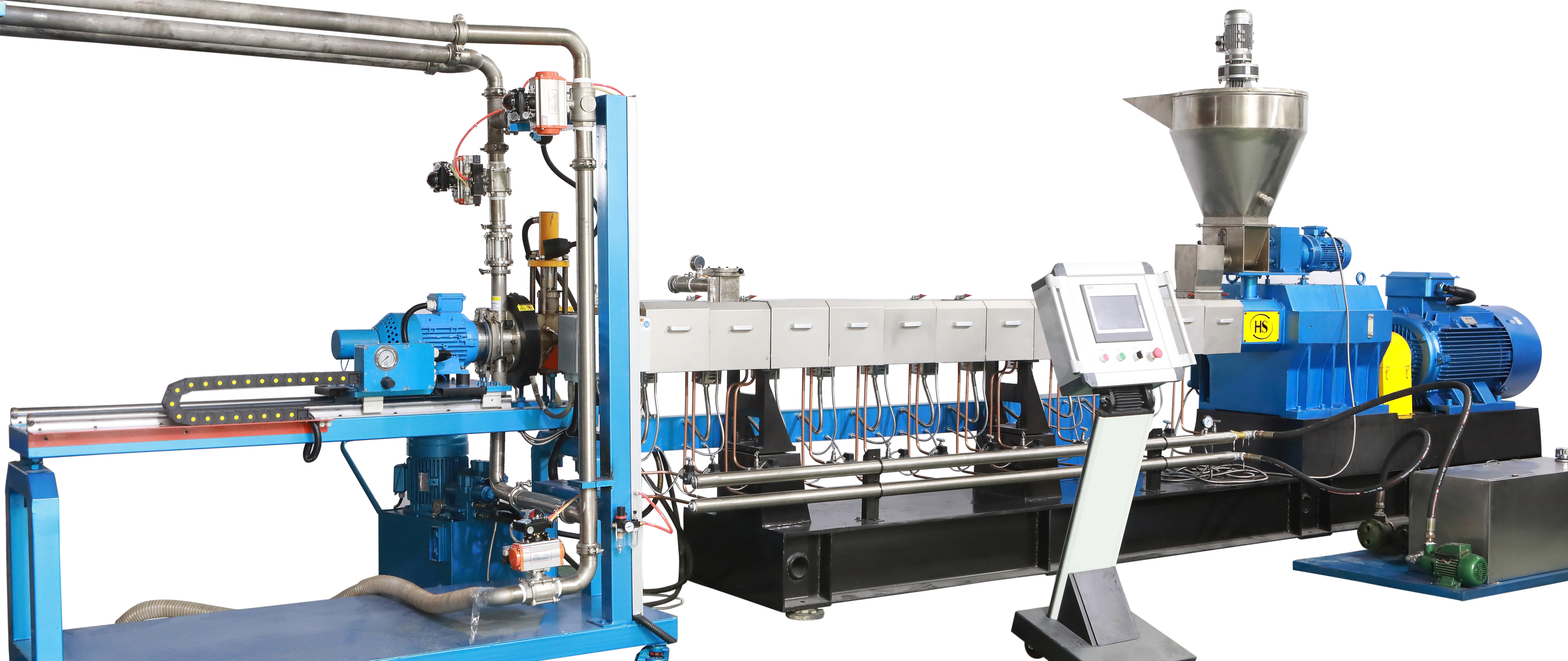
Extruder nutzen zunehmend die Unterwassergranulierung, um technische Polymere herzustellen, darunter Harze wie PET, Nylon und Polycarbonat, die „schwierige“ Eigenschaften wie niedrige Viskosität und/oder schnelles Abkühlen oder hohe Schmelztemperaturen aufweisen.
Gegenüber der Stranggranulierung bietet die Unterwassergranulierung die Vorteile einer besseren Pelletqualität, eines höheren Automatisierungsgrads und geringerer Kosten. Im Vergleich zu weniger empfindlichen Standardharzen wie Polyethylen, Polypropylen oder Polystyrol ist jedoch die Gefahr des Einfrierens der Form bei der Herstellung technischer Harze, wie sie im vorherigen Absatz erwähnt wurden, größer.
Unterwassergranulatoren verwenden typischerweise eine runde Matrize mit 10 bis 20 Löchern oder sogar Hunderten von Löchern. Systeme können für eine Compoundierung von einigen Hundert bis fast 20.000 Pfund pro Stunde ausgelegt werden. (Für die Extrusionsproduktion werden noch größere Pelletierer verwendet.)

Ursachen für das Einfrieren von Matrizenlöchern
Der Lochdurchmesser der Matrize beträgt normalerweise 0,125 Zoll, kann jedoch für kleinere Partikel bis zu 0,01 Zoll und bis zu 0,20 Zoll groß sein. Die Leistung jedes Lochs beträgt etwa 25–100 Pfund pro Stunde, aber die durchschnittliche Leistung eines 0,125-Zoll-Matrizenlochs beträgt etwa 30 Pfund pro Stunde.
Der Schlüssel zum Pelletieren unter Wasser besteht darin, genügend heißen Kunststoff durch die Matrizenlöcher zu transportieren, um die Löcher auf der Schmelztemperatur des Harzes zu halten, während Schmelze und Matrize mit Wasser in Kontakt stehen, das mehrere hundert Grad kühler ist. Metallformen sind sehr gute Wärmeleiter. Wenn der Polymerfluss durch die Düsenlöcher nicht ausreichend ist, kühlt das Wasser die Löcher ab und das Polymer verfestigt sich darin. Der Verarbeiter hat jedoch keine Möglichkeit, sofort zu erkennen, dass diese Blockade vorliegt.
Das Problem besteht darin, dass die Effizienz der Düse abnimmt, wenn eines oder mehrere der Düsenlöcher mit Polymer verstopft sind. Mit der Zeit beeinträchtigt das verstopfte Loch den Fluss der umliegenden Löcher, die fertigen Pellets werden groß und unregelmäßig geformt und die Leistung nimmt ab. Schließlich muss die Linie vollständig abgeschaltet werden, um die Düsenlöcher zu reinigen.
Es gibt drei Hauptgründe für das Einfrieren von Formen: falsche Startsequenz des Polymer- und Wasserflusses und des Schneidvorgangs; unzureichende Formheizung und Isolierung; und Prozessschwankungen. Auch die Nichtberücksichtigung der Materialformulierung (Harz, Füllstoffgehalt und Füllstoffart – wärmeabsorbierend oder wärmeleitend) kann zu Problemen führen. Sie können die Rezeptur jedoch nicht so ändern, dass sie dem Pelletierer gefällt. Er sollte für die Verwendung mit den meisten Rezepturen ausgelegt sein.
Anpassen des Startvorgangs des Pelletierers
Die meisten Einfrierungen der Matrizenlöcher treten während des Startvorgangs auf, wenn das Harz, das Kühlwasser und der Fräser in der richtigen Reihenfolge gestartet werden müssen. Wenn das Harz beginnt, durch die Matrize zu fließen, bevor das Wasser die Matrizenfläche erreicht und der Fräser eingreift, kommt es außerhalb des Lochs im Wasserkasten zu Verschmierungen und Harzverstopfungen. Wenn das Wasser die Düsenfläche erreicht, bevor das Polymer zu fließen beginnt, kann eine übermäßige Kühlung zum Einfrieren der Löcher führen.
In frühen Unterwasser-Pelletiersystemen steuerte ein erfahrener Bediener diesen Ablauf manuell. Ab Anfang der 1990er Jahre konnte der Startvorgang automatisiert und durch kommerzielle SPS-Steuerungssysteme gesteuert werden. Polymer-Umlenkventile und Prozesswasser-Bypass-Systeme ermöglichen es der SPS, den Zeitpunkt des Polymer- und Wassereintritts in die Form präziser zu steuern. Pelletierer, die seit Mitte der 1990er Jahre hergestellt werden, bieten automatische Schneidsysteme, die den Schneiddruck mithilfe von Hydraulik, Pneumatik und Servomotoren steuern. Dadurch können heutige vollautomatische Systeme die Startsequenz in Sekundenbruchteilen steuern.
Optimieren Sie das Formendesign
Sobald die Linie in Betrieb ist, kann das Einfrieren der meisten Formen vermieden werden, indem ein sehr konstanter Materialfluss durch die Düsenöffnung aufrechterhalten wird. Einige Frostprobleme hängen jedoch mit dem Formdesign selbst zusammen.
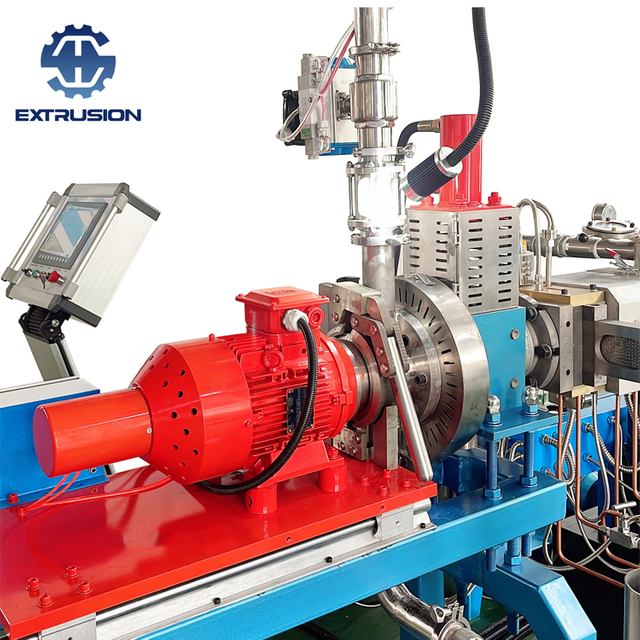
Die Beheizung der Form erfolgt über elektrische Heizpatronen oder heißes Öl. Die elektrische Erwärmung ist nicht völlig gleichmäßig, da die Kartuschen hauptsächlich ringförmig um die Formlöcher nahe der Außenkante der Formplatte platziert sind. Infolgedessen sind die Löcher an der Außenseite des Chips tendenziell heißer als die Löcher in der Mitte. (Formhersteller haben versucht, Kartuschen in der Mitte der Form anzubringen, aber die Technik erwies sich als ungeschickt.)
Daher sind Heizpatronen möglicherweise nicht für große Formen oder Materialien mit einem engen Schmelztemperaturbereich geeignet, wie z. B. Nylon, das dazu neigen kann, in der Mitte der Form zu gefrieren.
Bei der Ölheizung wird die Wärme gleichmäßiger über eine größere Fläche verteilt als bei Heizpatronen. Ölsysteme sind mit bis zu acht Formzonen konfiguriert. Allerdings ist eine Ölheizung teurer als eine Heizpatrone. Ölwärme wird typischerweise in Hochleistungsproduktionslinien bei Harzherstellern oder großen Compoundieranlagen eingesetzt. In jüngerer Zeit wurde es auf kleinere Systeme angewendet, um eine bessere Temperaturkontrolle zu erreichen.
Wenn das Ölventil verstopft ist, wird die Formbohrung im betroffenen Bereich der Form kälter und kann einfrieren, der Rest der Form bleibt jedoch in Ordnung. Die Ausgabe ändert sich möglicherweise zunächst nicht. Auch hier wird sich das Problem, wie bei Heizpatronen, in defekten Pellets äußern.
Alle Matrizen verfügen über eine Art Isolierung. Bei den meisten Formen werden spezielle Platten verwendet, die in der Mitte der Formfläche befestigt werden. Aber die Platten können sich lösen. Dann fließt Wasser hinter ihnen her, kühlt die Form ab und verursacht möglicherweise ein Einfrieren.
Eine weitere Isolierungsmethode ist die Verwendung einer „Hohlform“ mit Lücken, in denen ein Vakuum herrscht. Es kann bei den meisten Systemen nachgerüstet werden, wenn es nicht Teil des ursprünglichen Formdesigns war. Das Vakuum ist ein sehr guter Isolator und kann im Gegensatz zu massiven Isolierplatten nicht beeinträchtigt werden.
Reduzieren Sie Prozessschwankungen
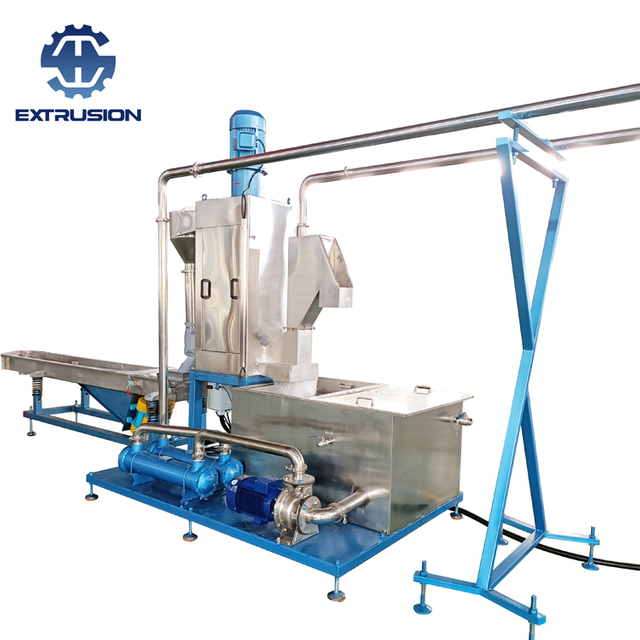
Jede Art von Unterbrechung des Extrusionsprozesses oder Schwankungen in der Leistung kann zum Einfrieren führen. Beispielsweise kann das Extrudieren von recycelten Materialien mit geringer Schüttdichte zu Schwankungen und Schwankungen in der Extruderleistung führen, was zu Inkonsistenzen im Polymerfluss und einem willkürlichen Einfrieren der Düsenöffnungen führen kann. Um diese Schwankungen zu verhindern und einen gleichmäßigen Düsenfluss zu gewährleisten, können Polymerschmelzepumpen eingesetzt werden.
Die Verwendung eines diskontinuierlichen Dia-Siebwechslers kann auch zu Strömungsunterbrechungen und Lufteinschlüssen führen, was zu einem vorübergehenden Verlust des Polymerflusses zur Düsenöffnung führen kann. Dies kann zu einem zufälligen Einfrieren der Düsenöffnungen führen. Die Lösung besteht darin, einen kontinuierlichen Siebwechsler zu verwenden, der verschmutzte Siebe im Handumdrehen austauschen kann, ohne den Prozess zu unterbrechen oder Luft einzuschließen.
NANJING HAISI ist ein professioneller Hersteller von Kunststoffextrudermaschinen. Wir liefern Doppelschneckenextruder, Einschneckenextruder, Kunststoffrecyclingextruder, Zweistufenextruder, Extruder im Labormaßstab, Misch- und Zuführmaschinen, Kühl- und Pelletiermaschinen, Zerkleinerungsmaschinen und so weiter.