Anzahl Durchsuchen:0 Autor:Site Editor veröffentlichen Zeit: 2025-06-16 Herkunft:Powered
Harzabbau Nebenprodukte verursachen häufig Fehler in fertigen Produkten wie Polyethylen- (PE) -Filmen, Blättern und geformten Teilen. Dieser Abbau tritt normalerweise auf, wenn Stagnationspunkte im Prozess zu lange bei hohen Temperaturen bleiben können. Sobald der Abbau beginnt, können auch leichte Schwingungen dazu führen, dass sich das abgebaute Material von der Schraube ablenkt und das Produkt kontaminiert. Dieses Problem ist in vielen Einzelschrauben -Extrusionsvorgängen üblich und resultiert häufig aus subtilen Konstruktionsfehler in der Schraube.
Es ist schwierig, den genauen Standort des Abbaus durch Analyse von Schraubdiagrammen oder Betriebsergebnissen zu identifizieren. Der beste Weg ist, die Schraube aus dem Extruder zu erhitzen und auf Anzeichen eines Abbaus zu überprüfen.
Das Entfernen der Schraube ist unkompliziert, aber das Trennen der Übertragungsleitungen fügt Komplexität hinzu.
Schritte:
1. Führen Sie den Extruder mit demselben Basisharz ohne Zusatzstoffe oder Farben aus. Additive, insbesondere Farbmittel, erschweren es schwieriger, den Abbau zu beobachten. Fahren Sie fort, bis das Extrudieren frei von allen Zusatzstoffen ist.
2. Lassen Sie die Schraube weiter drehen, während Sie die Materialeinspannung anhalten, damit die Maschine leer läuft. Dadurch wird so viel Harz wie möglich für eine leichtere Inspektion und Reinigung gespeichert.
3. Sobald kein Harz mehr den Würfel verlässt, stoppen Sie die Schraubenrotation. Beibehalten oder etwas niedrigere Lauftemperatur, um den Harz geschmolzen zu halten und den Abbau während der Entfernung zu verlangsamen.
4. Trennen Sie die Übertragungsleitungen und verwenden Sie eine Hydraulik- oder Schraubenbuchse, um die Schraube aus dem Lauf zu drücken. Schieben Sie es auf das vierfache Durchmesser. (Abb. 1 zeigt eine 2,5-Zoll-Schraube, die für PE verwendet wird.)
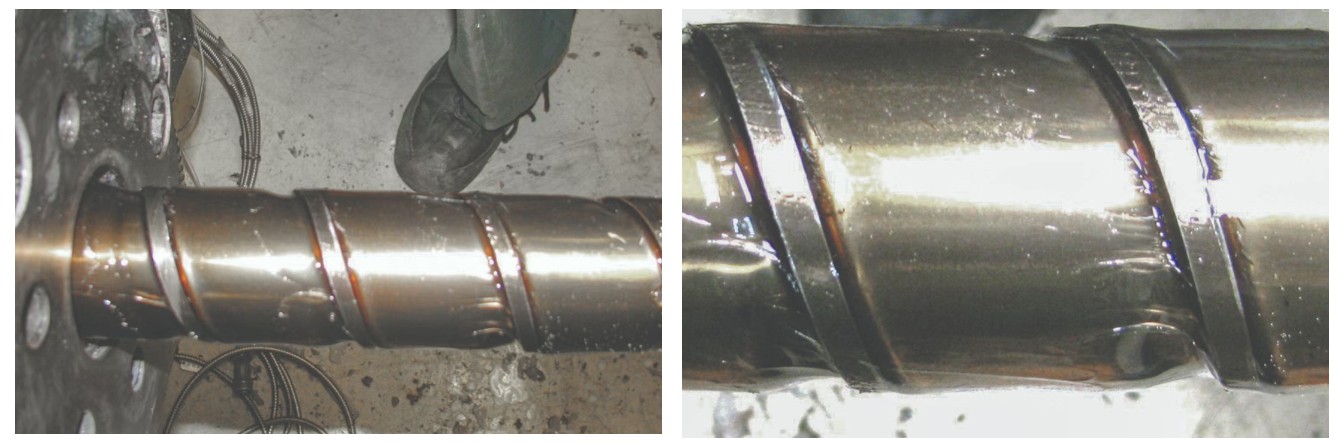
Abbildung 1: Eine 2,5-Zoll-Durchmesserschraube, die vom Extruder heiß ausgezeichnet wird.
Abbildung 2: Nahaufnahmefoto des Harzabbaues am Schraubradius im Messabschnitt.
Bildquelle: M. Spalding
5. Studieren und fotografieren Sie den ersten Abschnitt 4-Diameter-Abschnitt für Anzeichen von Abbau. In Abb. 1 und der vergrößerten Abb. 2 erscheint der Abbau in den Faden -Ecken. Dies wird durch Moffatt -Wirbel verursacht, was zu einer übermäßigen Wohnsitzzeit führt.
Moffatt -Wirbel bilden sich in scharfen Ecken während der von oben angetriebenen Hohlraumströmungen. Diese langsamen Wirbelzonen existieren außerhalb des wichtigsten Hochgeschwindigkeitsflusss und führen dazu, dass Harz stagniert und sich verschlechtert.
Sie resultieren oft aus Fadenradien, die zu klein sind. Das Erhöhen des Fadenradius auf 1,4–1,5 × Die lokale Kanaltiefe kann diese Wirbel beseitigen und den Abbau verringern. (Abb. 3 vergleicht kleine und große Fadenradien.)
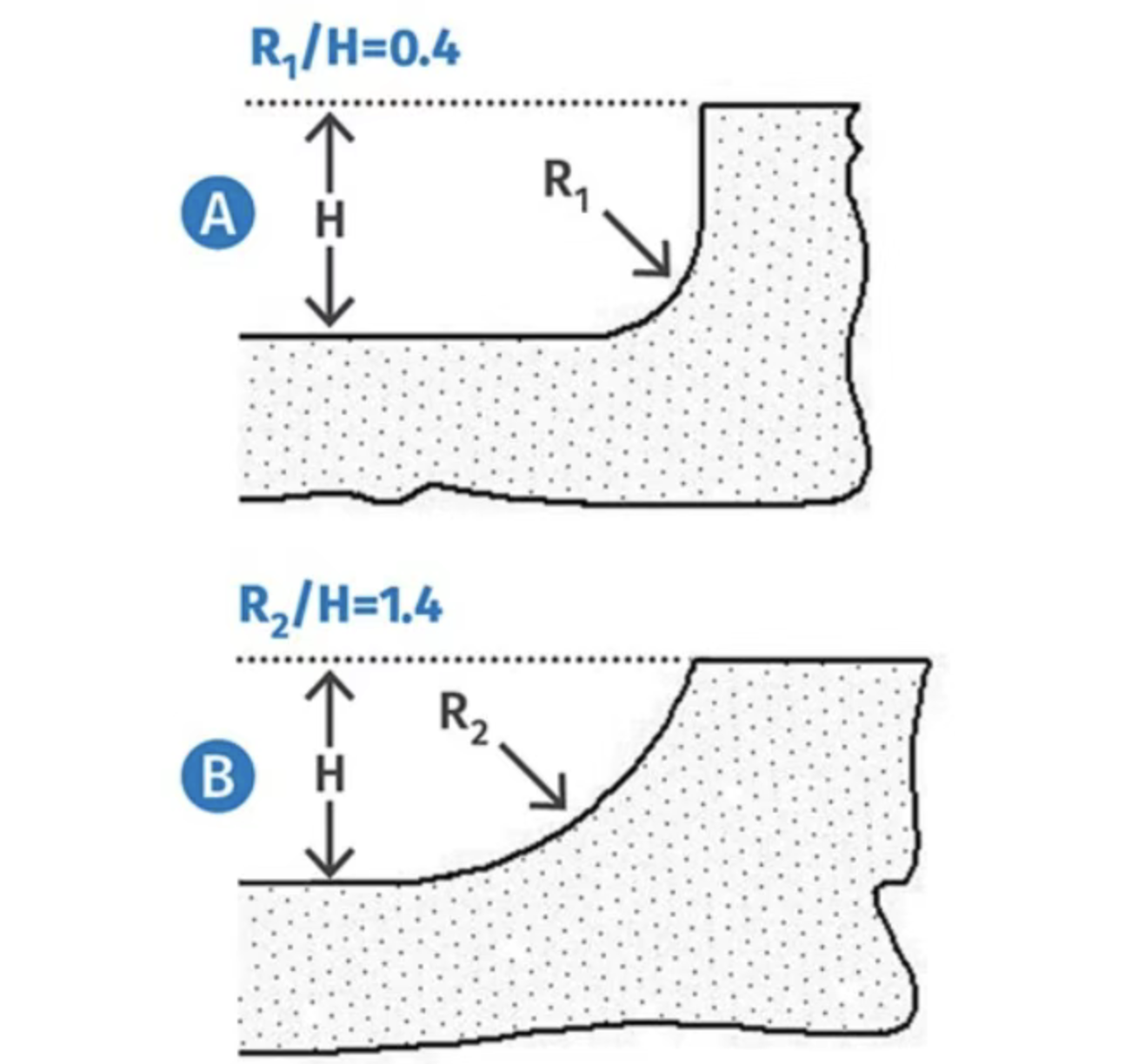
Abbildung 3: Schema des Schraubengewinderadius im Messabschnitt:
(a) Ein kleinerer Radius bildet tendenziell Moffatt -Wirbel, was zu einer Verschlechterung des Harzes führt;
(b) Ein größerer Fadenradius verursacht keinen Harzabbau.
Die meisten Schraubenhersteller verwenden einen Gewinderadius von 0,5 × Kanaltiefe, da es in der Branche einfacher zu maschinell und standardmäßig ist. Dies verursacht jedoch häufig Moffatt -Wirbel und Verschlechterung. Hersteller akzeptieren allgemein Anfragen nach größeren Fadenradien.
6. Nachdem Sie den ersten Abschnitt inspizieren, reinigen Sie es, während Sie noch heiß sind, um das Metall freizulegen. Verwenden Sie nur Messingwerkzeuge, die die Schraubenoberfläche nicht beschädigen. Verwenden Sie niemals Stahlwerkzeuge oder Fackeln, die das Metall verändern oder verhärtete Beschichtungen beschädigen können.
7. Schieben Sie einen weiteren Abschnitt mit 4-Diameter und wiederholen Sie die Inspektion, Fotografie und Reinigung. Abb. 4 zeigt den nächsten Abschnitt einer 2,5-Zoll-Schraube mit einem Maddock-Mixer. Der Abbau hier ist auf tiefe Groove -Tiefen in Bezug auf ihre Breite zurückzuführen.
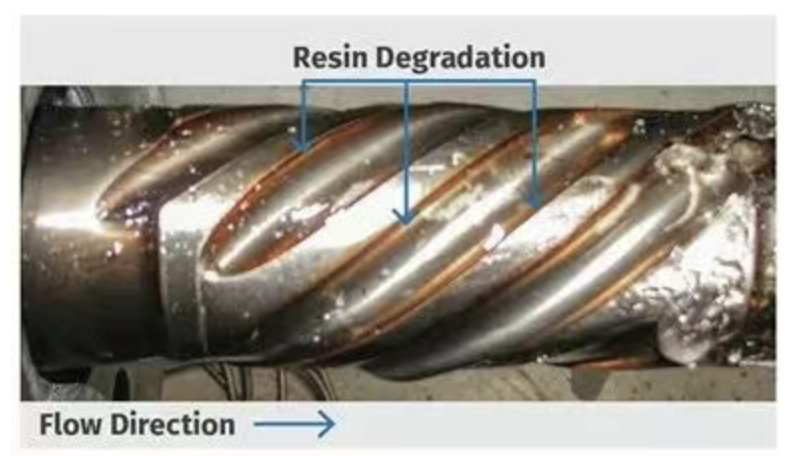
Abbildung 4: Maddock -Mixer mit Harzabbau in seinen Kanälen.
Die Rillenbreite sollte im Allgemeinen doppelt so hoch sein. Zu den häufigen Designfehlern gehört die Verwendung zu viele Rillenpaare (die sie zu eng machen) oder zu tief schneiden. Obwohl thermisch effizient, führt dies zu Abbau an Rillenkanten.
8. Drücken Sie die Schraube weiter aus, um den Abschnitt und den Schmelzabschnitt zu enthüllen. Unangemessen gestaltete Spiraldammelemente in diesem Bereich können den spezifischen Durchsatz um bis zu 50%reduzieren, was zu einer schlechten Fütterung und dem Abbau führt (Abb. 5).
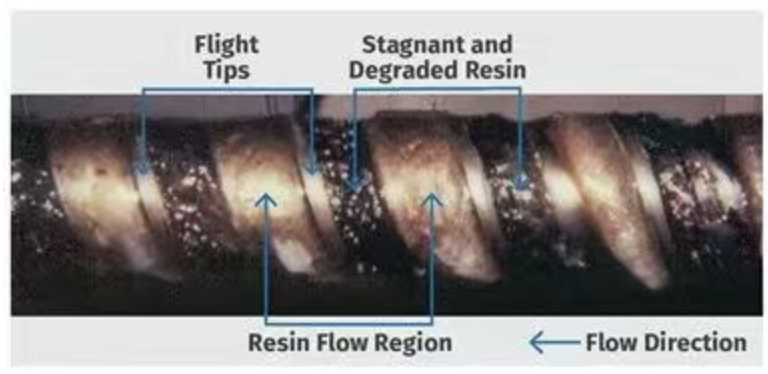
Abbildung 5: Abschnitt mit Schraubenmessung mit einem schlecht gestalteten Barrierfadeneingang. Das weiße Material ist frisch geschmolzenes Polyethylen mit niedriger Dichte (LDPE), während das dunkle Material abgebaut ist, vernetzte Harz.
Dieser spezifische Ausgangsabfall und der Abbau führen aus Einschränkungen zwischen den festen Futtermitteln und Dammabschnitten und begrenztem Materialfluss.
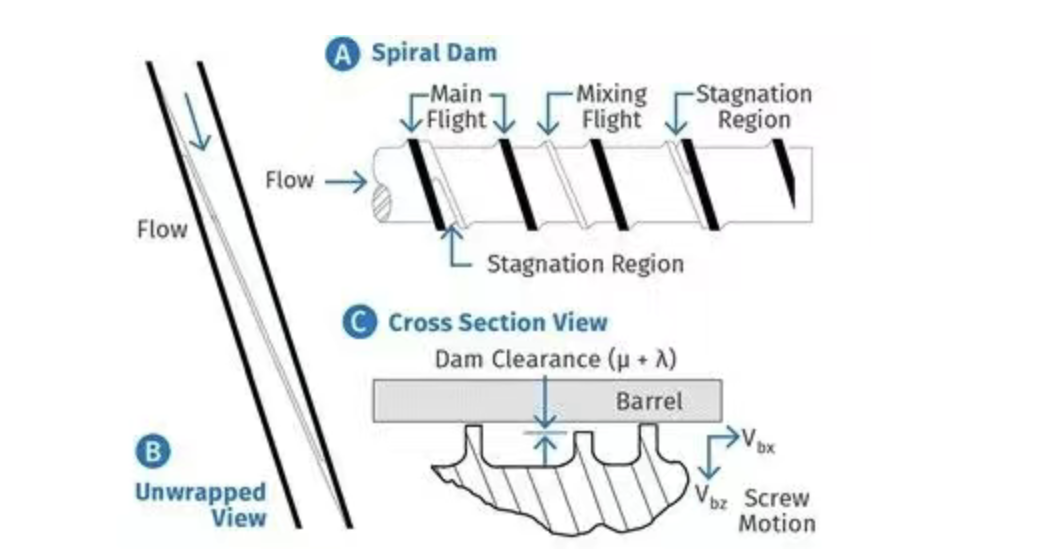
Abbildung 6: Schema eines helikalen Staudammelements:
(a) Seitenansicht mit potenziellen Stagnationszonen, die zu einer Verschlechterung des Harzes führen können;
(b) ausgepackte Ansicht;
(c) Querschnittsansicht senkrecht zur Flugkante und zeigt die Lücke zwischen Damm und Fasswand.
Einige Schraubenelemente-wie Spiraldamm oder Getriebemischer-sind dafür bekannt, Stagnation zu verursachen. Abb. 6 zeigt einen Spiral-Dam-Mixer mit Länge mit drei Durchmesser und einer dispersiven Mischklinge. Eine Stagnation kann am Einlass und Auslass von Flusskanälen auftreten, insbesondere wenn Unterschnitte fehlen. Viele moderne Entwürfe verjüngen diese Flusswege und umfassen Unterschnitte, um dieses Problem zu vermeiden.
9. Wenn eine ungeplante Herstellung auftritt und mehr als 30 Minuten dauert, reduzieren Sie die Fassemperatur. Herunterfahren dauern oft länger als erwartet. Wenn die Temperatur auf Verarbeitungsniveaus bleibt, kann der Abbau in der gesamten Messzone auftreten.
Fig. 7 zeigt diese Art des Abbaus, der den Schraubwurzel und den Gewinderadius beeinflussen kann. Es erfordert eine erhebliche Reinigung, um erniedrigtes Material zu entfernen, was den Neustart erschwert.

Abbildung 7: Die oben gezeigte Schraube erlebte mehrere Herunterfahren, wobei der Extruder für längere Perioden bei Betriebstemperatur verbleibte. Obwohl der Extruder vor dem Zerlegen der Schraube gelöscht wurde, bedeckte dunkel degradierte Harz immer noch den größten Teil des Messabschnitts.
Obwohl sich dieser Fall auf PE -Harz konzentriert, kann ein ähnlicher Abbau bei Polystyrol, Polycarbonat, Polypropylen und ABS auftreten. Diese Probleme treten auch mit Injektionsformschrauben auf, bei denen der Kolben die Schraube aus dem Lauf drückt - ähnliche Verfahren und Lösungen gelten.
Nanjing Haisi ist professioneller Hersteller von Plastik -Extruder -Maschine, wir liefern einen Twin -Schrauben -Extruder, einen Einzelschrauben -Extruder, einen Plastikrecycling -Extruder, zweistufige Extruder, Extruder, Misch- und Fütterungsmaschinen, Kühl- und Pelletisierungsmaschine, Quetschmaschine und so weiter.










