Anzahl Durchsuchen:0 Autor:Site Editor veröffentlichen Zeit: 2024-12-05 Herkunft:Powered
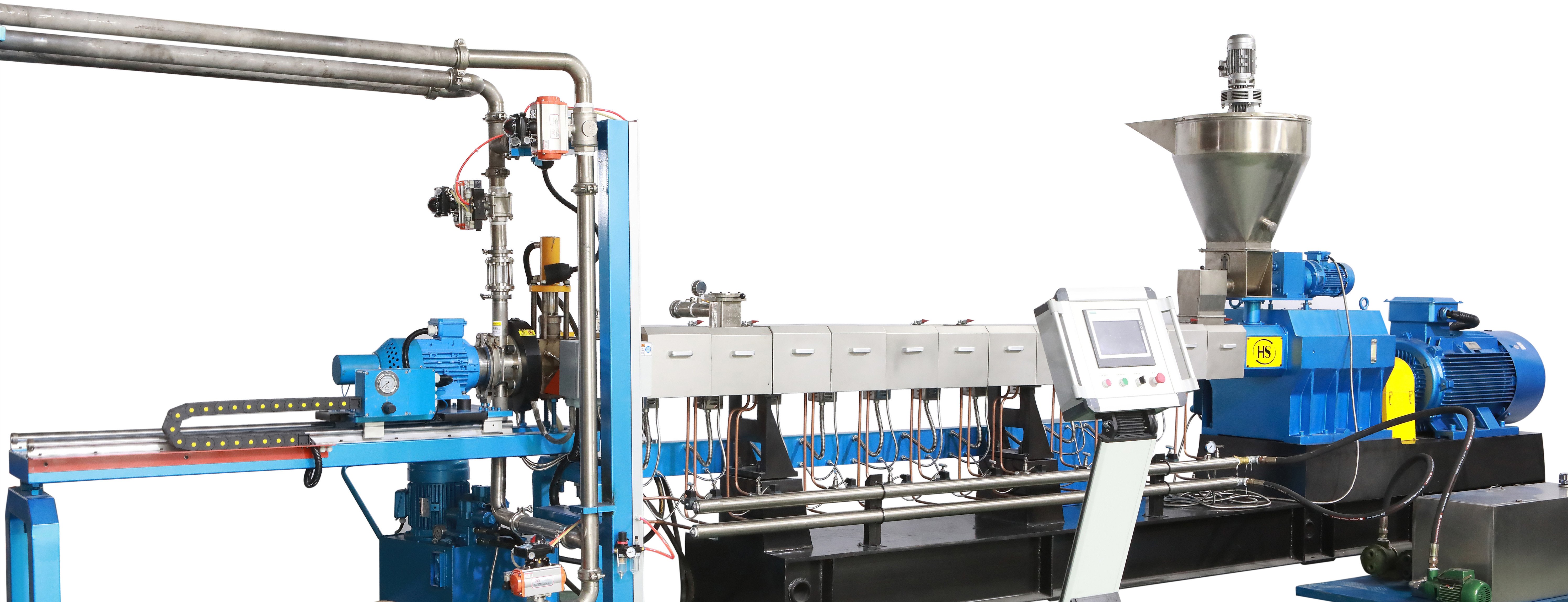
1. Hochgeschwindigkeits-Energie-Doppelschneckenextruder
Fortschritte im Design von Doppelschneckenextrudern (TSE) mit Hochgeschwindigkeits-Energieeintrag (HSEI) eröffnen neue Möglichkeiten für Formulierungen aus thermoplastischem Elastomer/thermoplastischem Polyolefin/thermoplastischem Polyurethan/thermoplastischem Vulkanisat (TPE/TPO/TPU/TPV). Zu dieser Familie gehören typischerweise Kunststoffe und Kautschuke, die mit Füllstoffen, Fasern, Zusatzstoffen, Flüssigkeiten und Reaktanten gemischt sind. Rohstoffe gibt es in verschiedenen Formen, darunter Pellets, Pulver, Brocken, Streifen, Fasern und Flüssigkeiten – und sie müssen immer dosiert werden, wenn sie dem Prozessabschnitt des Extruders zugeführt werden. Wie und wo die Rohstoffe dosiert werden, wird durch verschiedene Faktoren und die Gesamtrezeptur bestimmt.
Ziel ist immer die Erzielung eines gut durchmischten und/oder reaktiven Schmelzestroms. Doch selbst das ist nur die halbe Miete, denn der Schmelzestrom muss abgekühlt und dann zum Endprodukt geformt werden, häufig Pellets für Spritzgussmaschinen oder Einschneckenextruder. Durch die direkte Extrusion von Platten oder Profilen wird dieser Schritt umgangen. Auf diese Weise wird Inline-Molding möglich.
Bei Hochgeschwindigkeits-Doppelschneckenextrudern mit Energiezufuhr kommt es häufig zu einer Unterfütterung, und die Ausstoßrate des Extruders wird durch die Zuführung bestimmt. Die Geschwindigkeit der Doppelschneckenextruderschnecken wird individuell gesteuert. Für Granulate und Pulver werden Einschnecken- und Doppelschneckenschnecken eingesetzt. Bei der Zuführung mehrerer Rohstoffströme werden in der Regel Differenzialdosierer eingesetzt. Für flüssige Rohstoffströme (z. B. Öl oder überkritische Reaktionsflüssigkeit) kommen abhängig von der Viskosität der Flüssigkeit Kolbenpumpen oder Zahnradpumpen zum Einsatz. Flüssige Systeme können erhitzt oder bei Raumtemperatur gehalten werden. Die Zuführung von Gummimaterialien ist oft eine große Herausforderung. Die Größe des Rohmaterials muss kleiner sein als die Schneckengangtiefe.
Beispielsweise hat ein Doppelschneckenextruder mit einem Schneckendurchmesser von 77,5 mm eine Gangtiefe von etwa 15 mm. Offensichtlich ist es nicht möglich, einen Gummiballen in einem Stück einem Extruder zuzuführen, und es ist notwendig, seine Form zu ändern; Die Zufuhrvorrichtung sollte es genau dosieren, wenn es in den Prozessabschnitt des Extruders gelangt. Es kommen verschiedene Methoden zum Einsatz, darunter das Zerkleinern und Mahlen des Gummis in Stücke, die die Schnecke abmessen kann. Auch die in den Prozessteil des Doppelschneckenextruders eintretenden Gummistreifen können dosiert werden. Etwas Gummi lässt man schmelzen, bevor es in den Extruder gepumpt wird. Es ist üblich, einen speziellen Einschneckenextruder zu verwenden, der mit einer Zahnradpumpe ausgestattet ist, um den in den Doppelschneckenextruder eintretenden Gummi zu regulieren und zu dosieren.
Nachfolgend werden einige Beispiele für diesbezügliche Prozesse/Anwendungen kurz beschrieben.
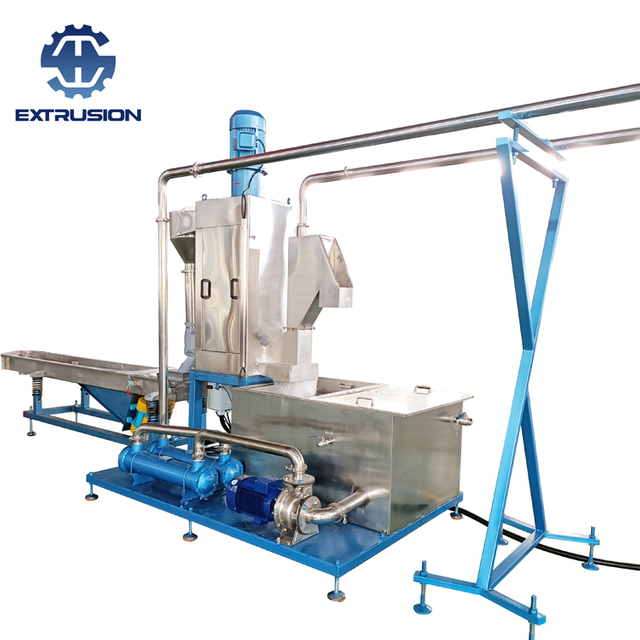
2. Reaktives TPU-Extrusionssystem mit in Wasser getauchtem Pelletierer
Der Fluss des flüssigen Ausgangsmaterials in den Extruder wird durch Präzisionsdosierpumpen unter Verwendung von Durchflussmessern oder Gewichtsverlustüberwachung/-steuerung dosiert.
Das L/D-Verhältnis eines Doppelschneckenextruders liegt normalerweise zwischen 40/1 und 52/1, um dem Zufuhrstrom eine ausreichende Verweilzeit im Verfahrensabschnitt des Doppelschneckenextruders zu ermöglichen. Das Design konzentriert sich mehr auf das verteilende Mischen als auf das dispersive Mischen, wobei die Wahl der Schneckenelemente für eine innige Vermischung mit geringer Spitzenscherung sorgt. Üblicherweise wird die Verwendung von „Kämmen“ oder anderen ähnlichen verteilenden Mischelementen vorgeschrieben, und die Zufuhrrate und die Drehzahl der Doppelschneckenextruderschnecken können die zur Förderung der Reaktion und die Verteilung der Verweilzeit erforderliche Verweilzeit steuern.
Ein Doppelschneckenextruder wird mit einem Unterwassergranulierer kombiniert, um die TPU-Schmelze durch eine kreisförmige Düse zu pumpen und durch rotierende, in Wasser getauchte Messer in Pellets zu schneiden. Die wässrige Pelletaufschlämmung wird dann zur Entwässerung zu einem Rotationstrockner gefördert. Das System kann kugelförmige Pellets produzieren, die in einer Unterwasserumgebung geschnitten werden.

3. TPE/TPO-Direktextrusionsfolie
Die Kombination der Compoundierung/Entgasung von Materialien mit der direkten Folienextrusion unter Verwendung eines Hochgeschwindigkeits-Doppelschneckenextruders mit Energieeintrag stellt eine technische Herausforderung dar. Ein solches System erfordert eine Kombination aus innigem Mischen und kontinuierlichem Pumpen der Materialien. In der tatsächlichen Produktion vermischen Doppelschneckenextruder häufig Polyethylen-/Polypropylen-Pellets mit vorgemischten Gummiformulierungen. Weichmacher werden in den Verarbeitungsabschnitt des Extruders eingespritzt und Füllstoffe (z. B. Talk oder Fasern) werden über seitliche Füllvorrichtungen in den nachgeschalteten Zylinderabschnitt eingebracht. Dadurch können nützliche Endprodukte entstehen, darunter TPO-Dachbahnen und/oder Plattenprodukte mit hohem Ölgehalt.
Direktextrusionssysteme kombinieren Materialhandhabungs-/Zuführgeräte mit einem unterbeschickten Doppelschneckenextruder und einer zur Düse passenden Zahnradpumpe. Die Schmelzetemperatur spielt eine wichtige Rolle und das System ist komplexer als das Pelletiersystem. Konkret führt eine speicherprogrammierbare Steuerung (SPS) einen Drucksteuerungsalgorithmus aus, der Eingaben an Schlüsselpunkten im System analysiert, numerische Berechnungen durchführt und Schneckengeschwindigkeit, Zahnradpumpe und Zufuhrrate ändert, um den Düseneinlassdruck konstant zu halten. Das Düsen-/Downstream-System ähnelt einem Einschneckenextruder, der vorgemischte Pellets verarbeitet.
4.TPV- und Gummistreifen-Zuführmechanismus
Vor der Zugabe des Kautschuks werden die Polypropylenpellets in die Einfüllöffnung des Doppelschneckenextruders eingespeist, dosiert und geschmolzen. Die Gummistränge können mit einem Planetruder-Innenzahnradpumpen-Extrusionssystem dosiert werden, das einen Einschneckenextruder (z. B. einen Stiftzylinderextruder) mit einer integrierten Zahnradpumpe kombiniert. Das Polypropylen und der Kautschuk werden innig vermischt und anschließend wird der Vernetzer eingespritzt. Die Vakuumabsaugung hilft dabei, flüchtige Bestandteile aus dem Material zu entfernen, bevor die Pelletierdüse oder die Zahnradpumpe für die direkte Extrusion unter Druck gesetzt wird.
5. TPO- und Langfaserzuführung und nachgeschaltetes Blatt/Profil
Bei langfaserigen TPO-Produkten ist der erste 24L/D des Doppelschneckenextruder-Prozessabschnitts auf die Zufuhr/Mischung von Gummi, Polymer, Mineralien und Flüssigkeiten eingestellt. Das Faserroving wird dem Schmelzestrom hinzugefügt und verteilende Mischelemente werden verwendet, um die Faserlänge zu schützen und die physikalischen Eigenschaften des Endprodukts zu optimieren.
Neben der Faserlänge ist auch die „Benetzung“ der Faser wichtig, weshalb sich der Doppelschneckenextruder für diesen Balanceakt ideal eignet. Wenn das Faserbündel nicht vollständig geöffnet ist, ist die Faser sehr lang, ihre physikalischen Eigenschaften sind jedoch sehr schlecht, da die Faser nicht benetzt wird. Um bei niedrigen Drehzahlen einen stabilen Düseneinlassdruck zu gewährleisten, werden häufig kurze Einschneckenpumpen mit tiefem Gewinde und kompressionsfreiem Design eingesetzt. Die Verwendung einer ähnlichen Doppelschneckenextrudersystemkonfiguration als Teil eines Inline-Formsystems ist typisch für Automobilteile.
Fortschritte bei Doppelschneckenextrudern bieten Möglichkeiten für eine Verarbeitung, die scherempfindlich ist oder durch Drehmoment und/oder Temperatur begrenzt ist. Unabhängig von der Formulierung und/oder dem Endprodukt ist es für Verarbeiter wichtig, die neueste Technologie zu verstehen und einzusetzen, um erfolgreich zu sein.
NANJING HAISI ist ein professioneller Hersteller von Kunststoffextrudern. Wir liefern Doppelschneckenextruder, Einschneckenextruder, Kunststoffrecyclingextruder, Zweistufenextruder, Extruder im Labormaßstab, Misch- und Zuführmaschinen, Kühl- und Pelletiermaschinen, Zerkleinerungsmaschinen und so weiter.