Anzahl Durchsuchen:0 Autor:Site Editor veröffentlichen Zeit: 2025-04-21 Herkunft:Powered
Während der TPE (thermoplastisches Elastomer) bezieht sich das Schmelzfließen auf den abnormalen und übermäßigen Abfluss von geschmolzenem Material aus dem Stempel- oder Schraubbereich während des Extrusionsprozesses. Dies führt zu einem instabilen und diskontinuierlichen Materialfluss. Die Hauptsymptome sind:
1. ORSTABLE MATERIALSFLÜSSE : Die Schmelze wird intermittierend und ungleichmäßig und verliert ihren stetigen und kontinuierlichen Extrusionszustand.
2. Abnormale Ausgangsrate : Im Vergleich zur normalen Extrusion erhöht das Schmelzflocken den Ausgang signifikant, was zu übermäßig dicken oder unregelmäßig geformten Strängen führt.
3. Akkumulation : Schmelze kann sich in der Nähe der Würfelöffnung ansammeln, ungleichmäßige Materialschichten bilden oder sogar die Blockade der Würfel verursachen.
4. Reduzierte Produktqualität : Unregelmäßige und instabile Strangformen können sich negativ auf die Qualität und Leistung des Endprodukts auswirken.
I. Ursachen des Schmelzflusses
1. Temperaturkontrolle imperieren :
Übermäßige Temperatur : Überhitzung im Extruder kann dazu führen, dass die TPE -Schmelze zu flüssig wird, was das Anstiegsrisiko erhöht.
Temperaturschwankungen : Inkonsistente Erwärmung kann die Merkmale des Schmelzflusses verändern, was zu einer instabilen Extrusion führt.
2. Exzessive Schraubengeschwindigkeit :
Hochschraubende Geschwindigkeiten beschleunigen die Schmelzvermittlung, erhöhen den Druck am Würfel und führen zu Schmelzflächen.
3.Verbetbare Rohstoffqualität :
Ein hohes Maß an Verunreinigungen oder Feuchtigkeit im Rohmaterial kann die Schmelzstabilität und den Fluss beeinträchtigen und zu Anstiegsproblemen beitragen.
Ii. Lösungen zum Schmelzen von Schleifen
1. Stellen Sie eine Temperaturregelung ein : Behalten Sie eine stabile und geeignete Erwärmungstemperatur im Extruder bei, um einen konsistenten Schmelzstrom zu gewährleisten und zu verhindern.
2. Kontrollschraubengeschwindigkeit : Einstellen Sie die Schraubengeschwindigkeit entsprechend den Fließmerkmalen der TPE- und Extrusionsanforderungen, um den Sterbdruck innerhalb des normalen Niveaus zu halten.
3. Inspektive und aufrechterhalten die Würfel : Überprüfen Sie regelmäßig den Würfel auf Flachheit und Freigabe; Ersetzen Sie abgenutzte Komponenten rechtzeitig, um die Extrusionsstabilität aufrechtzuerhalten.
4. Sensur stabiler Rohstoffqualität : Verwenden Sie hochwertige TPE mit konsistenten Eigenschaften. Überprüfen Sie Feuchtigkeit und Verunreinigungen; Trotz Bedarf das Material trocknen und eine Überleuchtung vermeiden.
5. STANDARDISCH OPERATIONS : Binden Sie den Betreiber und beaufsichtigen Sie die Richtlinien für die korrekten Prozessparameter und den Betrieb der Geräte, um eine reibungslose Produktion zu gewährleisten.
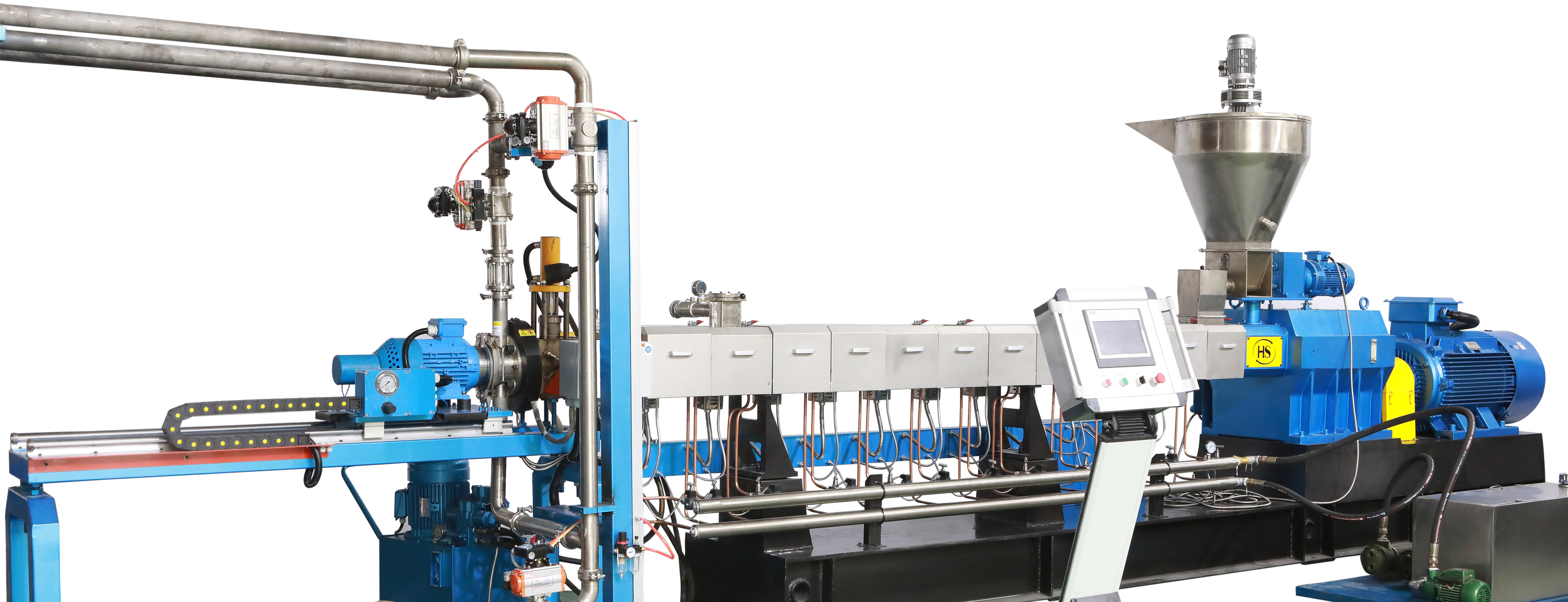
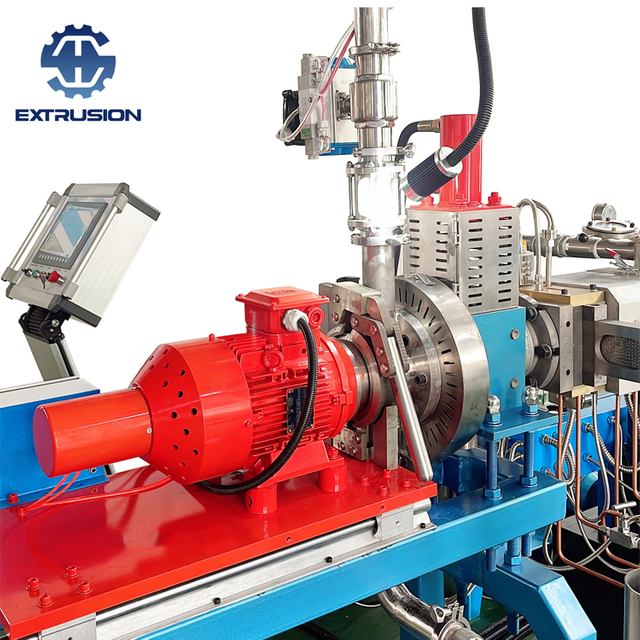
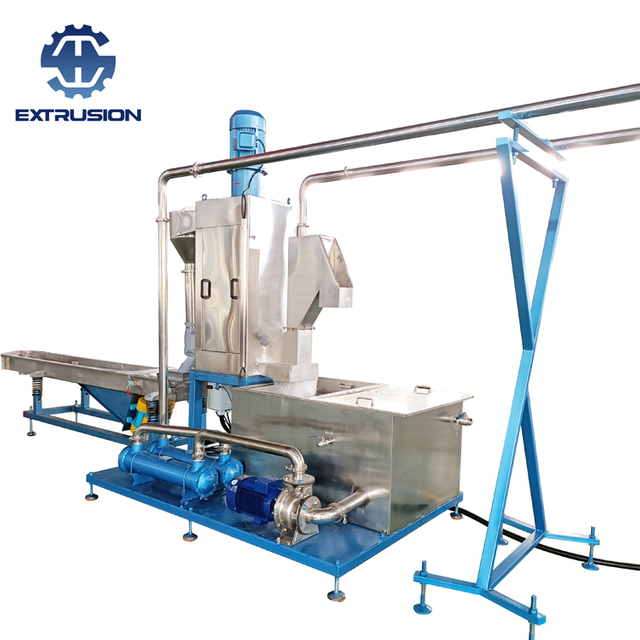
Nanjing Haisi ist professioneller Hersteller von Plastik -Extruder. Wir liefern eine Twin -Schrauben -Extrusionslinie, eine Einzelschraub -Extrusionslinie, die Extrusionslinie aus Kunststoff, eine zweistufige Extrusionslinie, die Extrusionslinie, Misch- und Fütterungsmaschine, Kühl- und Pelletisierungsmaschine, Quetschmaschine und so weiter.