Anzahl Durchsuchen:0 Autor:Site Editor veröffentlichen Zeit: 2024-06-20 Herkunft:Powered

Mit der rasanten Entwicklung der Wirtschaft hat sich das Bewusstsein der Menschen für Umweltschutz und Produktanforderungen kontinuierlich verbessert.TPE (Thermoplastisches Elastomer) ist ein Material mit hoher Elastizität, hoher Festigkeit und hoher Elastizität von Gummi und kann im Spritzgussverfahren hergestellt werden.Es ist ungiftig und umweltfreundlich, weist eine hervorragende Färbbarkeit, Wetterbeständigkeit und Temperaturbeständigkeit auf und weist eine hervorragende Verarbeitungsleistung auf.Es kann recycelt und mit Grundmaterialien wie PP, PC, PS, ABS usw. beschichtet und verbunden werden, oder es kann allein geformt werden.TPE verfügt sowohl über die Verarbeitungsleistung von Thermoplasten als auch über die physikalischen Eigenschaften von vulkanisiertem Gummi.Es ist eine vorteilhafte Kombination der Vorteile von Kunststoff und Gummi.Den Kunden eine TPE-Materialformel mit niedrigem Preis, hoher Ausbeute und hervorragender Leistung anzubieten, war schon immer das Hauptanliegen der TPE-Granulationshersteller.
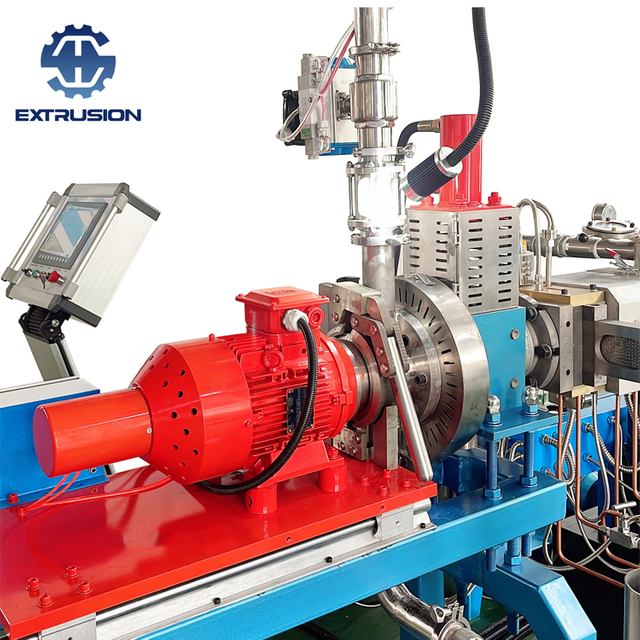
Wie wir alle wissen, umfasst die Grundformel von TPE-Materialien folgende Inhaltsstoffe: SEBS, Weißöl, Füllstoff und Gleitmittel.Der grundlegende Formprozess von TPE-Materialien ist im Allgemeinen: SEBS in einen Mixer geben, mit Weißöl füllen und umrühren, nach ausreichender Ölaufnahme PP, Schmiermittel und Füllstoff in den Mixer geben, gleichmäßig umrühren und dann die Mischung zum Zwilling geben -Schneckenextruder zur Extrusion und Granulierung.
Um TPE-Materialien zu erhalten, die den Leistungsanforderungen der Kunden entsprechen, liegt der Fokus daher auf der Formel des TPE-Materials selbst und dem Einfluss des Granulationsprozesses.
Einfluss der Materialformel
1. Rohstoff SEBS
SEBS ist ein lineares Triblock-Copolymer mit Polystyrol als Endsegment und einem durch Hydrierung von Polybutadien erhaltenen Ethylen-Buten-Copolymer als mittlerem elastischen Block.Es enthält keine ungesättigten Doppelbindungen und weist eine gute Stabilität und Alterungsbeständigkeit auf.Das Molekulargewicht und der Styrolgehalt verschiedener SEBS-Typen wirken sich direkt auf die mechanischen Eigenschaften von TPE-Materialien aus.Die Wahl eines geeigneten SEBS-Typs ist der Schlüssel zur Leistung von TPE-Materialien.
2. Rohstoff PP
PP-Polypropylen-Kunststoff weist eine hohe Schlagfestigkeit, mechanische Eigenschaften und Zähigkeit auf und ist beständig gegen Korrosion durch eine Vielzahl organischer Lösungsmittel sowie Säuren und Laugen.Es kann die Härte, die mechanischen Eigenschaften und die Verarbeitungseigenschaften von TPE-Materialien steuern.Der wichtige Indikator für die Auswahl von PP ist der PP-Schmelzindex.Ein zu niedriger Schmelzindex beeinträchtigt die Plastifizierung des Materials erheblich und die Oberfläche des Produkts wird uneben und weist Unebenheiten auf.
Im Allgemeinen ist der Preis von Pulver-PP niedriger als der von Granulat-PP und es weist eine bessere Dispergierbarkeit auf.Das Mischen von PP und SEBS verringert jedoch im Allgemeinen die ursprüngliche Transparenz von SEBS, mit Ausnahme einiger Sondertypen;Es wird häufig im Formulierungssystem von PP- und Extrusionsmaterialien mit geringen Transparenzanforderungen verwendet.Wenn die Transparenzanforderungen hoch sind, sollte transparentes PP mit statistischem Copolymer ausgewählt werden, die Zugabemenge sollte jedoch nicht zu hoch sein.
3. Füllöl
Weißöl ist ein Erdölraffinierungsprodukt, das farblos, geruchlos und ungiftig ist.Im Allgemeinen verwenden TPE-Materialien Weißöl auf Paraffinbasis, das eine bessere Kompatibilität mit SEBS aufweist.Während die Kosten für TPE-Materialien gesenkt werden, können gleichzeitig die Verarbeitungsleistung und die Härte des Materials angepasst werden.Das Füllöl muss den Aromatenwert (CA) streng kontrollieren, und die Füllmenge kann entsprechend den verschiedenen SEBS-Qualitäten entsprechend ausgewählt werden.Mit zunehmender Ölfüllmenge nimmt die mechanische Festigkeit des Materials ab, und die Füllmenge sollte als Grundstandard darauf basieren, dass kein Öl austritt.Öl mit hoher Viskosität hat einen geringeren Verlust an mechanischen Eigenschaften, aber auch die Oberflächenglätte des Produkts wird verringert.
4. Füllstoff- und Schmiermittelkomponenten
Zu den gängigen Füllstoffen gehören Calciumcarbonat, Talkumpuder usw., die nicht nur die Kosten von TPE-Materialien senken, sondern auch die Verarbeitung und die mechanischen Eigenschaften von TPE-Materialien beeinflussen können.Im Allgemeinen wird schweres Calciumpulver mit einer Maschenweite von 1000 oder mehr ausgewählt.Die Menge des zugesetzten Calciumpulvers hat großen Einfluss auf das spezifische Gewicht des Materials.Je größer die Zugabemenge, desto höher das spezifische Gewicht.
Zu den Schmiermitteln gehören im Allgemeinen Zinkstearat, Calciumstearat usw., die eine gute Schmierwirkung bei der Materialverarbeitung haben und auch den Oberflächenglanz von TPE-Materialien anpassen können.Es wird hauptsächlich verwendet, um die Reibung zwischen Molekülen im geschmolzenen Zustand von Makromolekülen zu verringern.Die allgemeine Zugabemenge beträgt 1-3 Teile, die individuell angepasst werden kann.
Einfluss der Verarbeitungstechnologie
Die Mischmethode einiger oben erwähnter TPE-Materialformeln erfordert normalerweise strenge Anforderungen an die Mischreihenfolge und die Mischtemperatur, um die Gleichmäßigkeit der gemischten Zutaten sicherzustellen.Derzeit müssen TPE-Materialien im Allgemeinen den Granulierungsprozess durchlaufen, hauptsächlich aus folgenden Gründen:
① Granulat lässt sich bequemer verfüttern als Pulver und es ist keine Zwangszuführung erforderlich;
② Granulat ist dichter als Pulver und die Produktqualität ist besser;
③ Der Gehalt an flüchtigen Stoffen und Luft ist geringer und das Produkt erzeugt nicht leicht Blasen.
④ Die Dispergierung mit funktionellem Masterbatch ist einfacher als die direkte Zugabe funktioneller Additive.
Daher haben unterschiedliche Granulationsprozesse einen wichtigen Einfluss auf die Leistung von TPE-Materialien, vor allem einschließlich der folgenden Aspekte:
1. Temperatur
Die Temperatur hat einen erheblichen Einfluss auf die Extrusions- und Vorformlingsleistung von TPE: Sie kann die Schmelzviskosität verringern, die Fließfähigkeit der Schmelze verbessern, den Stromverbrauch des Extruders reduzieren und die Schneckengeschwindigkeit entsprechend erhöhen, ohne die Misch- und Plastifizierungswirkung von zu beeinträchtigen Das Material trägt zur Verbesserung der Festigkeit und des Glanzes des Endprodukts sowie zur Verbesserung der Transparenz des Endprodukts bei.Wenn die Temperatur der Schmelze jedoch zu hoch ist, wird der extrudierte Vorformling aufgrund seines Eigengewichts leicht durchhängen, was zu einer ungleichmäßigen Längswanddicke des Vorformlings führt.Daher sollte die Heiztemperatur des Extruders nach dem folgenden Prinzip eingestellt werden, d. h. unter der Voraussetzung, einen glatten und gleichmäßigen Vorformling extrudieren zu können, ohne das Übertragungssystem zu überlasten, um sicherzustellen, dass der Vorformling eine höhere hat Um die Schmelzfestigkeit zu erhöhen, sollte möglichst eine niedrigere Heiztemperatur verwendet werden.
2. Schmelzedruck
Die in die Form eintretende Schmelze sollte einen gleichmäßigen Druck haben.Durch entsprechende Erhöhung des Drucks der Schmelze im Extruder kann die Materialmischung gleichmäßiger gestaltet und die Leistung des Vorformlings und des Endprodukts stabilisiert werden.Um den Extrusionsdruck der Schmelze zu kontrollieren, kann im Austragsbereich des Extruders ein Schmelzedruckmessgerät eingebaut werden.
3. Fördergeschwindigkeit der Schmelze
Je höher die Schmelzefördergeschwindigkeit ist, desto größer ist das Extrusionsvolumen des Extruders.Durch Erhöhen der Schmelzefördergeschwindigkeit kann das Phänomen des Eigengewichtsdurchhängens des Vorformlings verbessert und die Wandstärke des Vorformlings erhöht werden.
Neben dem Extrusionsprozess hat auch der Pelletierungsprozess einen relativ großen Einfluss auf das Produkt.Derzeit wird hauptsächlich in Kaltschneiden und Warmschneiden unterteilt.
Kaltschneidemethode
1. Pull-Sheet-Kaltschneiden
Das Material, das die Knetmaschine oder den Innenmischer durchlaufen hat, wird durch den offenen Mischer zu Platten plastifiziert und anschließend pelletiert.
2. Kaltschneiden von Extrusionsplatten
Das geknetete Material wird durch den Extruder plastifiziert, zu Platten extrudiert und dann luftgekühlt oder natürlich gekühlt, bevor es zum Pelletieren in den Flachgranulierer gelangt.
3. Extrusionskaltschneiden
Das Extrusionskaltschneiden ist die gebräuchlichste Granulierungsmethode für thermoplastisches TPE, und die Ausrüstung und das Verfahren sind relativ einfach.Das Material wird durch den Extruder zur Extrusion in runde Streifen plastifiziert.Nachdem die runden Streifen luft- oder wassergekühlt sind, werden sie vom Pelletierer in zylindrische Pellets geschnitten.
Heißschneideverfahren
1. Trockenes Heißschneiden
Der rotierende Schneider wird nahe an der Matrizenschablone platziert, um das extrudierte heiße runde Streifenmaterial direkt in Pellets zu schneiden.
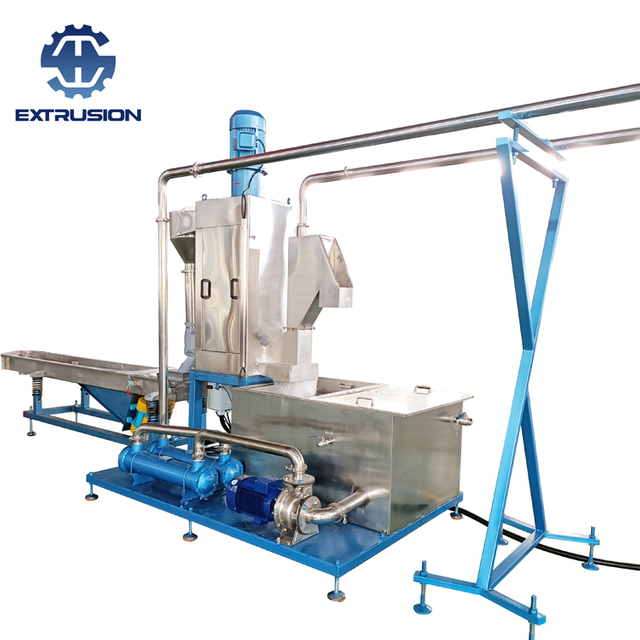
2. Heißschneiden unter Wasser
Es handelt sich um eine neue Technologie zur Polyolefin-TPE-Granulierung.Die Matrize und der Fräser arbeiten im zirkulierenden warmen Wasser.
3. Heißluftschneiden
Das Luft-Heißschneiden ähnelt dem Trocken-Heißschneiden.Um ein Anhaften der Pellets zu verhindern, werden die Pellets durch Einblasen kalter Luft oder Einsprühen von warmem Wasser in die Pelletierhaube gekühlt.
Zusammenfassend glaube ich, dass jeder von der TPE-Materialformel bis zum TPE-Granulationsprozess ein tieferes Verständnis für TPE-Materialien hat und Ihre Anforderungen besser erfüllen kann.
NANJING HAISI ist ein professioneller Hersteller von TPE-Extrudern. Wir liefern Doppelschneckenextruder, Einschneckenextruder, Kunststoffrecyclingextruder, zweistufige Extruder, Maschinen im Labormaßstab, Misch- und Zuführmaschinen, Kühl- und Pelletiermaschinen, Zerkleinerungsmaschinen und so weiter.