Anzahl Durchsuchen:0 Autor:Site Editor veröffentlichen Zeit: 2024-09-23 Herkunft:Powered
Im Produktionsprozess von TPE-Produkten treten bei der Anwendung des Extrusionsverfahrens immer wieder einige störende Probleme auf:
1. Raue Oberfläche des geformten Produkts
Die Oberfläche des geformten Produkts ist nicht glatt und rau (narbig), was normalerweise auf eine schlechte Plastifizierung zurückzuführen ist.
(1) Als Gegenmaßnahme ist es natürlich notwendig, eine geeignete Formmaschine auszuwählen;
(2) Es ist jedoch auch sehr wichtig, die Formbedingungen wie Abbindetemperatur, Schneckengeschwindigkeit und Filtertyp zu optimieren;
(3) Darüber hinaus kann die Verwendung von Hochtemperatur- und Feinmaschen (Filtern) auch die Plastifizierungseffizienz verbessern;
(4) Einige Typen thermoplastischer Elastomere (TPE) enthalten eine große Menge hygroskopischer Komponenten oder Füllstoffe, daher ist es unbedingt erforderlich, sie vor dem Formen zu trocknen;
(5) Wenn das Formen ohne Trocknung durchgeführt wird, treten Probleme wie Schaumbildung und Oberflächenrauheit auf.

2. Skalierung
Ablagerungen sind Ablagerungen, die sich während des Extrusionsformens am Rand der Matrize ansammeln. Einige seiner Bestandteile stammen aus dem extrudierten Material, andere aus speziellen Zusatzstoffen.
(1) Als Gegenmaßnahme kann die Reduzierung der Schmiermittelmenge die Materialeigenschaften wirksam verbessern, da bei übermäßiger Schmiermittelzugabe das Schmiermittel selbst einer der Faktoren ist, die zu Ablagerungen führen;
(2) Die Verwendung einer Teflonbeschichtung auf dem Chip kann auch die Bildung von Ablagerungen reduzieren;
(3) Darüber hinaus sollte die Verwendung feuchter Materialien vermieden werden.
3. Instabiles Extrusionsvolumen
Schwankungen des Extrusionsvolumens sind ein instabiles Phänomen. Die Schwankung des Schmelzpunkts am Zufuhrteil oder Kompressionsteil der Schnecke ist der Hauptgrund für die Instabilität. Die Größe und der Zyklus der Extrusionsschwankungen sind unregelmäßig. Man kann davon ausgehen, dass diese Phänomene auf die Form der Schnecke und die für das Material ungeeigneten Extrusionsbedingungen zurückzuführen sind. Daher ist es notwendig, die Extrusionsbedingungen anzupassen und die Schnecke durch eine andere Form zu ersetzen.
Wenn die Extrudertemperatur stark schwankt, ist auch die instabile Fließfähigkeit des Materials im Extruder einer der Gründe für dieses Problem. Darüber hinaus führt das Durchrutschen der Schnecke und der Pellets am Einzugsteil auch dazu, dass die Extrusion instabil wird. Beim Einsatz eines Eimertrockners zum Vorwärmen der Pellets lässt sich dies verbessern, indem die Temperatur des Fasses unter dem Trichter erhöht wird.
4. Verformung
TPE-Extrusionsformen werden normalerweise aus einer Düse extrudiert und in einem Wassertank gekühlt. Wenn das geformte Produkt zu diesem Zeitpunkt nicht gleichmäßig abgekühlt werden kann, verformt es sich sehr leicht.
Insbesondere bei geformten Produkten mit komplexen Formen und hoher Maßgenauigkeit ist der Einsatz von Kühlkalibrierungs- oder Erkennungsgeräten unbedingt erforderlich. Darüber hinaus kann es beim Mehrschicht-Extrusionsprozess aufgrund der unterschiedlichen Schrumpfungsraten der kombinierten Materialien sehr leicht zu Verformungen kommen.
5. Streifen
Extrudierte Produkte können manchmal Streifen oder Markierungen an derselben Stelle aufweisen. In diesem Fall können Sie Folgendes tun:
(1) Es ist zu prüfen oder zu bestätigen, ob die Matrize Anzeichen von Beschädigung, Schmutz, Zunder usw. aufweist.
(2) Das Versäumnis, das Material beim Materialwechsel ordnungsgemäß zu reinigen oder zu entfernen, ist ebenfalls einer der Gründe für dieses Problem.
(3) Schlechtes Schmelzen der Materialien an der Matrizenverbindung kann ebenfalls leicht zur Bildung von Streifen führen.
Bei häufigen Produktions- und Verarbeitungsanomalien können Sie zunächst die folgenden Vorgänge durchführen:
(1) Die meisten Anomalien können bei der Verarbeitung von Geräten (Teilen) überprüft und korrigiert werden.
(2) Sie können durch Anpassung der Prozessparameter beseitigt werden;
(3) Einige Anomalien können auch aus Sicht der TPE-Rohstoffe behoben werden.
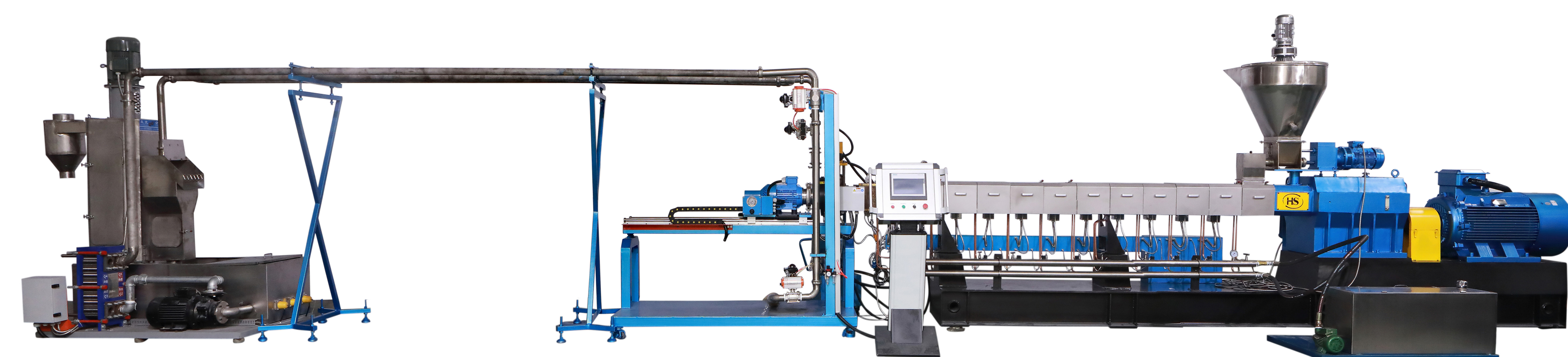
NANJING HAISI ist ein professioneller Hersteller von TPE-Extrusionslinien. Wir liefern Doppelschneckenextruder, Einschneckenextruder, Kunststoffrecyclingextruder, Zweistufenextruder, Extruder im Labormaßstab, Misch- und Zuführmaschinen, Kühl- und Pelletiermaschinen, Zerkleinerungsmaschinen usw.