Anzahl Durchsuchen:0 Autor:Site Editor veröffentlichen Zeit: 2025-09-15 Herkunft:Powered
1. Hauptvorteile der Verwendung von TPE -Pellets bei der Verarbeitung
Im Vergleich zu Pulvermaterialien bieten TPE -Pellets mehrere Vorteile bei Form- und Extrusionsprozessen:
1. Einfacher Fütterung: Pellets fließen reibungsloser in den Extruder und beseitigen die Notwendigkeit eines erzwungenen Feeders.
2. Bessere Produktqualität: Eine höhere Schüttdichte reduziert Defekte und verbessert die Gesamtkonsistenz und das Finish.
3. Niedriges Risiko für Blasen: Pellets enthalten weniger flüchtige und weniger eingeschlossene Luft, wodurch die Blasenbildung in Endprodukten minimiert wird.
4. Verbesserte additive Dispersion: In Kombination mit Masterbatches dispergiert Additive gleichmäßiger als bei direktem hinzugefügt.
2. Schlüsselfaktoren, die die TPE -Pelletqualität während der Extrusion beeinflussen
(A) Extrusionsprozessparameter
Schmelztemperatur: Richtige Einstellungen verringern die Viskosität, verbessern die Fließfähigkeit und einen geringeren Stromverbrauch. Überhitzung kann jedoch dazu führen, dass die Dicke von Schmelzen und einer ungleichmäßigen Wanddicke verursacht wird.
Schmelztruck: Stabiler Druck sorgt für homogenes Mischen und konsistente Produktleistung. Durch die Installation eines Schmelzdrucksensors am Würfelkopf ermöglicht die Echtzeitüberwachung.
Schmelzenfördergeschwindigkeit: Eine schnellere Förderung reduziert das Abgenauigkeit und erhöht die Wanddicke, während langsamere Geschwindigkeiten dünne oder instabile Wände verursachen können.
(B) Pelletisierungsmethoden
Kaltes Schneiden
Kaltschneideblatt: Materialien werden gemischt und in Blätter kalender, abgekühlt und dann pelletisiert.
Extrusionsblechausschneidung: Plastische Blätter aus dem Extruder werden abgekühlt und geschnitten.
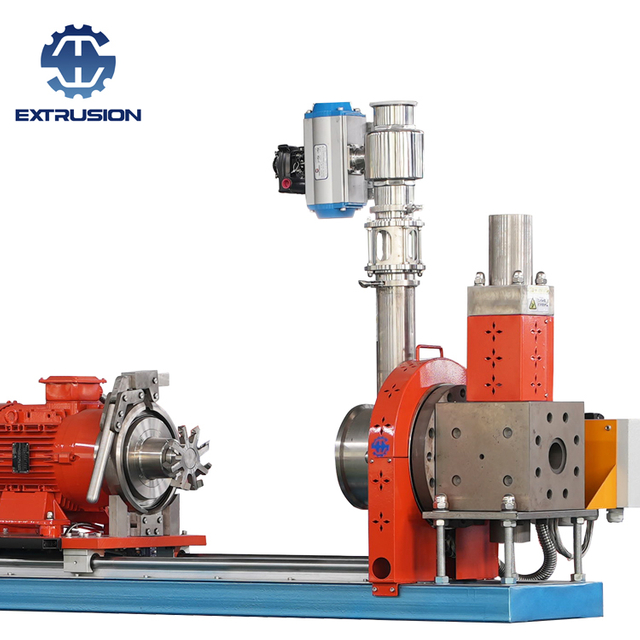
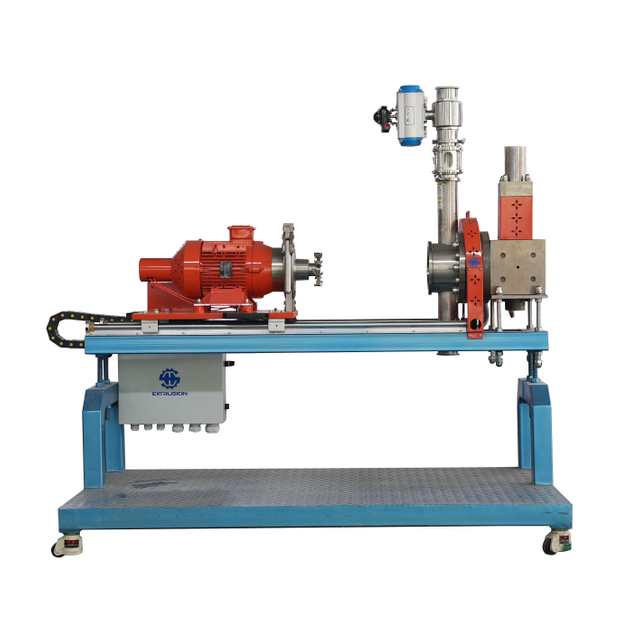
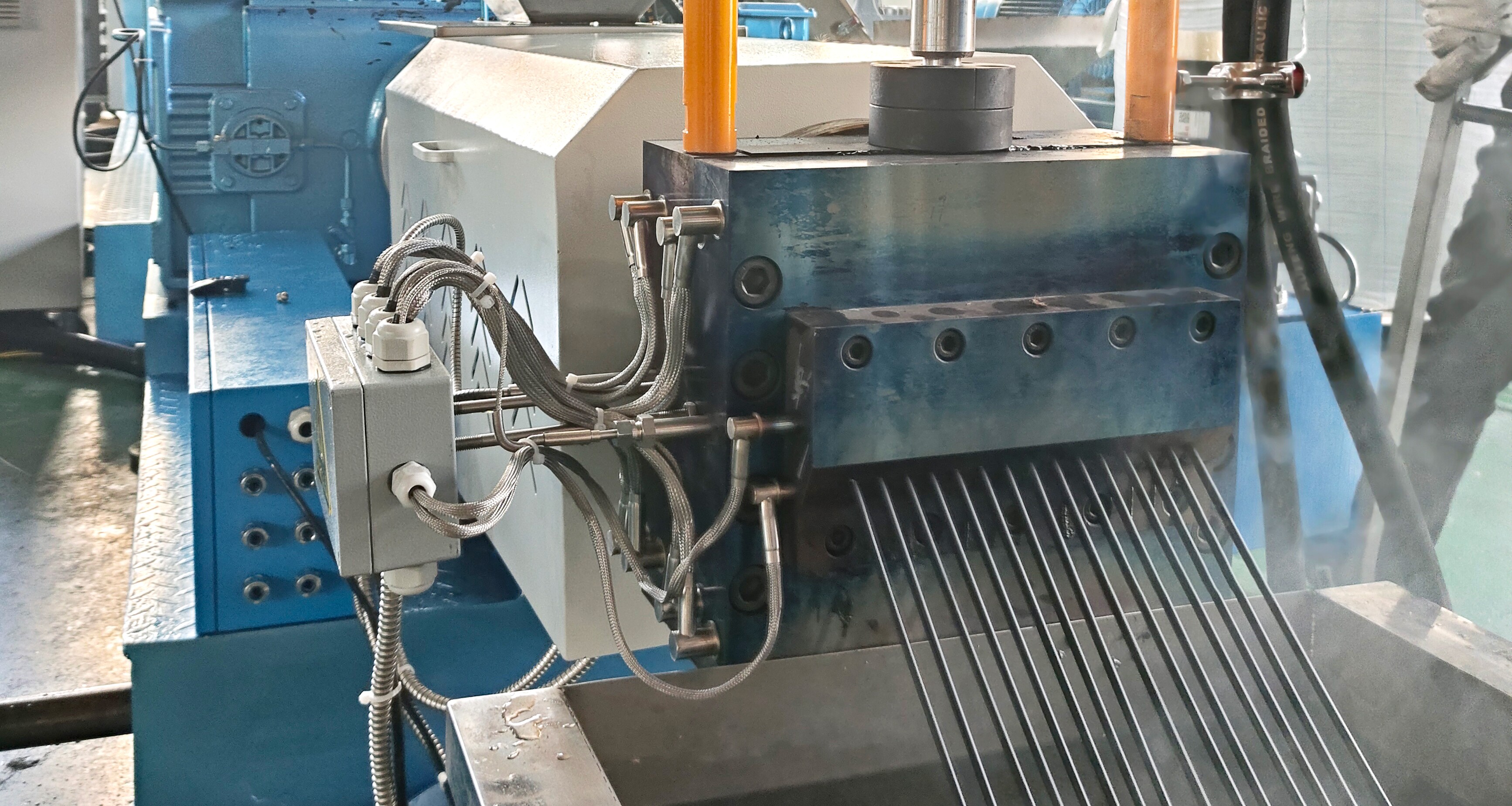
Extrusionsstrang -Pelletisierung: Die häufigste Methode für thermoplastische Elastomere (TPE). Stränge werden abgekühlt (Luft oder Wasser), bevor sie in zylindrische Pellets geschnitten werden.
Heißes Schneiden
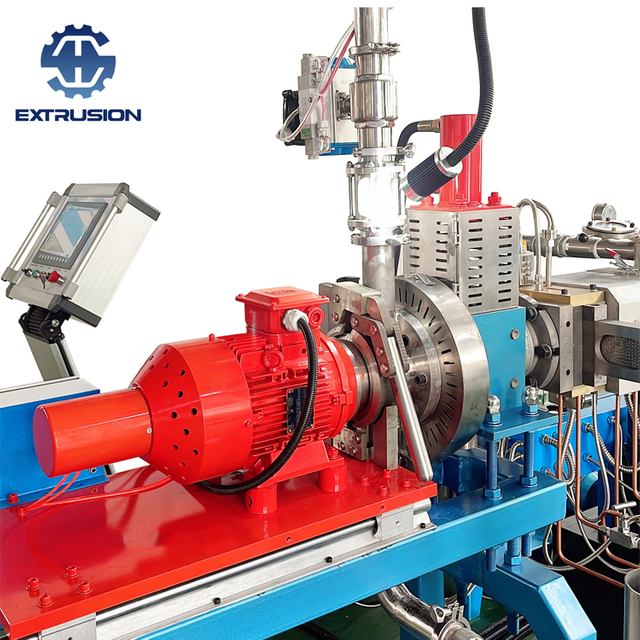
Trockenes heißes Schneiden: Drehblätter schneiden geschmolzene Stränge direkt am Stiefenkopf.
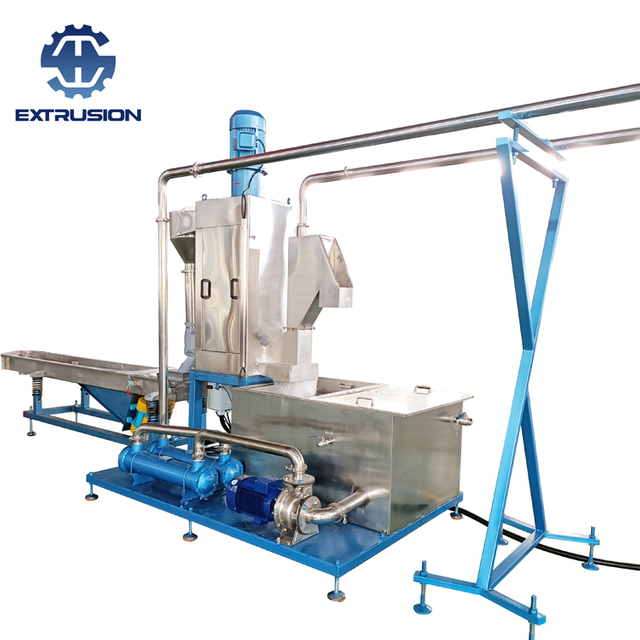
Unterwasserpelletisierung: Fortgeschrittene Methode für TPE auf Polyolefinbasis, wobei das zirkulierende heiße Wasser zur effizienten Pelletisierung geschnitten wird.
Klimagekühltes heißes Schneiden: Ähnlich wie bei trockenem Schneiden, aber Pellets werden durch Luft- oder Wasserspray abgekühlt, um das Kleben zu verhindern.
3.. Häufige Probleme und Lösungen für TPE -Pelletqualität und Lösungen
1. Lange Stränge - verursacht durch schlechte Strangrichtung, unzureichende Kühlung oder abgenutzte Cutterblätter. Lösung: Stellen Sie die Strangausrichtung ein, optimieren Sie die Kühllänge, ersetzen Sie die Klingen.
2. Pelletbrücken - Verbundene Pellets aufgrund hoher Sterbemperatur oder unsachgemäßes Abkühlen. Lösung: Verwenden Sie Führungsrollen, Kühlabschnitt verlängern, niedrigere Sterbentemperatur.
3. Hundertjahresstränge - verursacht durch eine ungleichmäßige Ziehgeschwindigkeit oder stumpfe Schneider. Lösung: Behalten Sie das stetige Ziehen, stellen Sie den Extrusionsprozess ein, ersetzen Sie Klingen.
4. Schwarze Flecken - von schmutziger Schraube, degradiertem Harz oder Kontamination. Lösung: Sauberschraube und Lauf, Steuerungstemperatur, Verbesserung der Rohstoffprüfung.
5. Verfärbung - verursacht durch ungleiche Mischen, Überhitzung oder falsche Zusatzstoffe. Lösung: Befolgen Sie die Mischungsprotokolle, eine niedrigere Verarbeitungstemperatur, verwenden Sie optimiertes Schraubendesign.
6. Schlechte Vakuumentlüftung - aufgrund von Lecks, Rückfluss oder beschädigtem Vakuumsystem. Lösung: Unterhalten Sie Vakuumpumpen, saubere Filter, Versiegelungsprobleme.
7. Metallpartikel - aus Schraubenverschleiß oder Rohstoffverschmutzung. Lösung: Schaden Teile untersuchen und ersetzen, Metallabscheider während der Produktion verwenden.
8. Schlechte Plastizisierung - von niedriger Temperatur, hoher Fütterungsgeschwindigkeit oder überschüssigem Schmiermittel. Lösung: Passen Sie die Temperatur, die Fütterungsrate ein und optimieren Sie die Formulierung.
9. Überschüssige Feuchtigkeit - aufgrund von Überkühlung oder unsachgemäßer Strangtrennung. Lösung: Stellen Sie die Kühllänge ein, verbessern Sie die Schnittgeschwindigkeit, sorgen Sie für eine ordnungsgemäße Strangabtrennung.
10. Powder -Bildung - verursacht durch übermäßige Füllstoff oder abgenutzte Schneider. Lösung: Optimieren Sie den Füllstoffgehalt, ersetzen Sie Cutter, reduzieren Sie die Kühlintensität.
11. Karbonisierung - aus Überhitzung oder unreinigten Schrauben nach dem Herunterfahren. Lösung: Regelmäßige Schraubenreinigung, Steuerheizungssystem, zeitnahe Bildschirm und Wartung der Würfelplatte.
Abschluss
Die Qualität der TPE -Pelletisierung wirkt sich direkt auf die mechanische Stärke, das Aussehen und die Stabilität von Endprodukten aus. Durch Optimierung der Extrusionsparameter, der Auswahl der richtigen Pelletisierungsmethode (Cold Cut vs. Hot Cut) und der Implementierung effektiver Qualitätskontrollmaßnahmen können Hersteller die Produktionseffizienz und die Produktleistung erheblich verbessern und gleichzeitig Abfall und Defekte reduzieren.
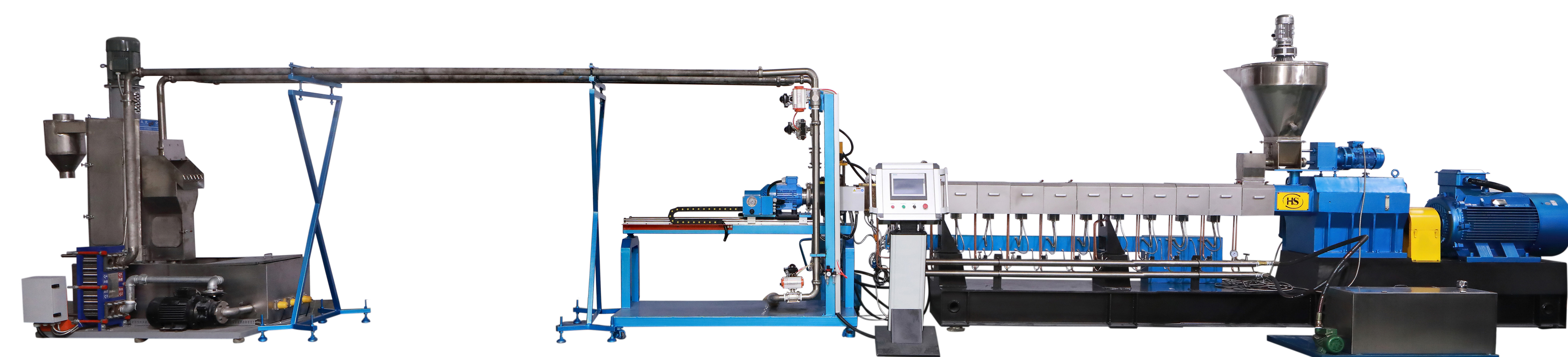
Nanjing Haisi ist professioneller Hersteller von Plastik -Extruder -Maschine, wir liefern einen Twin -Schrauben -Extruder, einen Einzelschrauben -Extruder, einen Plastikrecycling -Extruder, zweistufige Extruder, Extruder, Misch- und Fütterungsmaschinen, Kühl- und Pelletisierungsmaschine, Quetschmaschine und so weiter.